电池箱体焊接定位工装的制作方法
本技术涉及工装,特别涉及一种电池箱体焊接定位工装。
背景技术:
1、随着社会经济的快速发展,钣金箱体的使用越来越广泛,参见图1所示的钣金箱体,用于放置电池模组,整体呈矩形,在制造时,通常先制作两个架体,每个架体包括两个相互连接的侧板,再将两个架体进行焊接,从而形成具有四个侧板的箱体,但是在焊接时,将电池箱体中的两个架体进行之间如何快速进行定位,直接影响着加工效率,以及直接影响着焊接后的精度,因此亟需一种定位工装,能够快速将电池箱体进行定位。
技术实现思路
1、针对现有技术的不足和缺陷,提供一种电池箱体焊接定位工装,能够快速将箱体进行定位,保证焊接时不会产生尺寸偏差,而且提高了工作效率。
2、为实现上述目的,本实用新型提供以下技术方案。
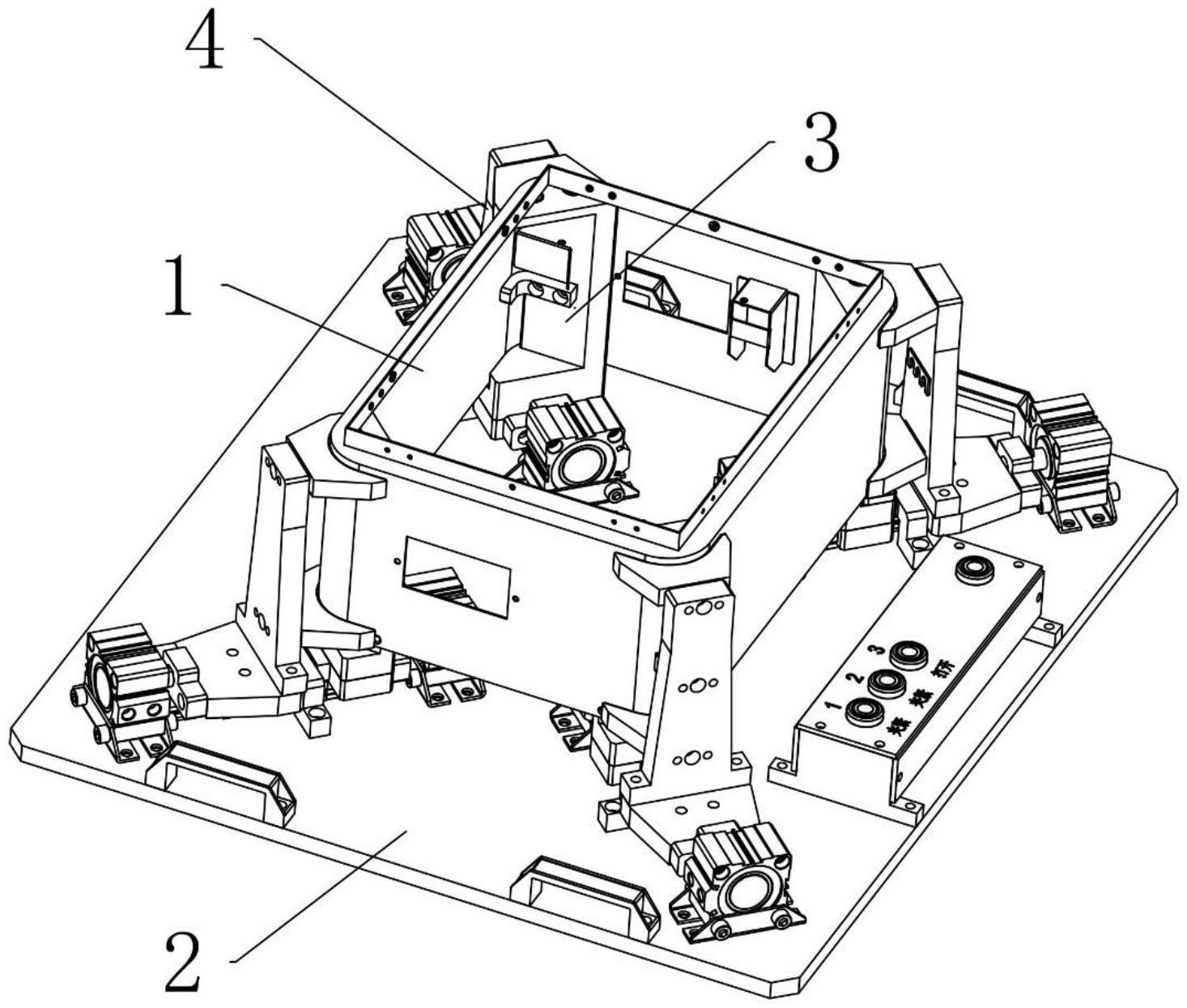
3、电池箱体焊接定位工装,电池箱体包括两个架体,每一架体包括两个相互连接的侧板,并且架体向内形成有折边,定位工装包括机架和设置于机架上四组定位机构,四组定位机构呈矩形排布,每一所述定位机构包括内定位组件和外定位组件,所述内定位组件包括设置于内侧的内定位件和与所述内定位件传动连接的内驱动件,所述外定位组件包括设置于外侧的外定位件与所述外定位件传动连接的外驱动件,所述内定位件和外定位件之间具有供箱体的棱边伸入的定位空间,并且内定位件和外定位件分别位于箱体的棱边处的内侧和外侧,其中所述内定位件包括呈竖向设置的主体,主体的顶部形成有承接部,所述主体的顶端向外侧设有上抵接块,所述主体的底端向外侧设有下抵接块,所述主体的中部设有向外侧中抵接块,当箱体放置于机架上时,箱体的相邻两个侧板相汇处伸入定位空间内,并且内定位件和外定位件分别位于箱体相邻两个侧板相汇处的内侧和外侧,其中主体与箱体的其中一个侧板相配合,上抵接块、中抵接块和下抵接块分别与箱体的另一侧侧板相配合。
4、本实用新型的有益效果为:本实用新型的定位工位,使用时,箱体的两个框架放置于机架上,并且使得框架的侧板位于内定位件和外定位件之间,通过框架上的折边与支撑部配合,对框架进行支撑,再通过每组定位机构中的内驱动件带动内定位件向外移动,从而将箱体进行定位,接着通过每组定位机构中的外驱动件带动外定位件向内移动,从而将箱体进行夹紧,并且内定位件上的作用力能够与外定位件上的作用力相抵,从而避免将侧板折弯,此外在内定位件的主体上设置上抵接块、中抵接块和下抵接块,即能够保证将侧板进行定位,又不影响在侧板上进行焊接操作。
5、作为本实用新型的一种改进,所述机架上还设有位于内定位件和外定位件之间的限位块。通过上述改进,能够确保内定位件和外定位件每次能够移动到指定的位置。
6、作为本实用新型的一种改进,所述机架上还设有位于内定位件和外定位件之间的直线滑轨,所述内定位件上设有与所述直线滑轨配合的第一滑块,所述外定位件上设有与所述直线滑轨配合的第二滑块。通过上述改进,能够保证内定位件和外定位件能够进行稳定移动。
7、作为本实用新型的一种改进,所述外定位件包括呈竖向设置的连接板和横向设置于连接板的若干抵接板,所述连接板与所述外驱动件传动连接,若干所述抵接板呈间隔设置,并与所述抵接板与箱体的外侧相抵。
8、作为本实用新型的一种改进,所述抵接板具有三个,分别设置于连接板的上端、中部和底端,三个所述抵接板的位置分别与内定位件上的上抵接块、中抵接块和下抵接块的位置对应。
9、作为本实用新型的一种改进,每一所述抵接板包括第一抵接部和第二抵接部,其中第一抵接部与箱体的一个侧板相配合,第二抵接部与箱体的另一个侧板相配合。
技术特征:
1.电池箱体焊接定位工装,其特征在于:定位工装包括机架和设置于机架上四组定位机构,四组定位机构呈矩形排布,每一所述定位机构包括内定位组件和外定位组件,所述内定位组件包括内定位件和与所述内定位件传动连接的内驱动件,所述外定位组件包括外定位件和与所述外定位件传动连接的外驱动件,所述内定位件和外定位件之间具有供箱体的棱边伸入的定位空间,并且内定位件和外定位件分别位于箱体的棱边处的内侧和外侧,其中所述内定位件呈竖向设置,内定位件的顶部形成有承接部,所述内定位件的顶端向外侧设有上抵接块,所述内定位件的底端向外侧设有下抵接块,所述内定位件的中部设有向外侧中抵接块,当箱体放置于机架上时,箱体的相邻两个侧板相汇处伸入定位空间内,并且内定位件和外定位件分别位于箱体相邻两个侧板相汇处的内侧和外侧,其中主体与箱体的其中一个侧板相配合,上抵接块、中抵接块和下抵接块分别与箱体的另一侧侧板相配合。
2.根据权利要求1所述的电池箱体焊接定位工装,其特征在于:所述机架上还设有位于内定位件和外定位件之间的限位块。
3.根据权利要求1所述的电池箱体焊接定位工装,其特征在于:所述机架上还设有位于内定位件和外定位件之间的直线滑轨,所述内定位件上设有与所述直线滑轨配合的第一滑块,所述外定位件上设有与所述直线滑轨配合的第二滑块。
4.根据权利要求1所述的电池箱体焊接定位工装,其特征在于:所述外定位件包括呈竖向设置的连接板和横向设置于连接板的若干抵接板,所述连接板与所述外驱动件传动连接,若干所述抵接板呈间隔设置,并与所述抵接板与箱体的外侧相抵。
5.根据权利要求4所述的电池箱体焊接定位工装,其特征在于:所述抵接板具有三个,分别设置于连接板的上端、中部和底端,三个所述抵接板的位置分别与内定位件上的上抵接块、中抵接块和下抵接块的位置对应。
6.根据权利要求5所述的电池箱体焊接定位工装,其特征在于:每一所述抵接板包括第一抵接部和第二抵接部,其中第一抵接部与箱体的一个侧板相配合,第二抵接部与箱体的另一个侧板相配合。
技术总结
本技术公开了电池箱体焊接定位工装,定位工装包括机架和设置于机架上四组定位机构,四组定位机构呈矩形排布,每一所述定位机构包括内定位组件和外定位组件,所述内定位组件包括内定位件和内驱动件,所述外定位组件包括外定位件和外驱动件,并且内定位件和外定位件分别位于箱体的棱边处的内侧和外侧,其中所述内定位件呈竖向设置,内定位件的顶部形成有承接部,所述内定位件的顶端向外侧设有上抵接块,所述内定位件的底端向外侧设有下抵接块,所述内定位件的中部设有向外侧中抵接块。本技术能够快速将箱体进行定位,保证焊接时不会产生尺寸偏差,而且提高了工作效率。
技术研发人员:吕潇,杨星
受保护的技术使用者:宁波万金精密科技股份有限公司
技术研发日:20230210
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!