一种平行刃剪切机的控制系统
本技术涉及液压控制,具体为一种平行刃剪切机的控制系统。
背景技术:
1、近几年随着人们生活水平的提高导致各类小型工程建设数目逐年增多,中小型剪切机体积小、机动灵活、使用方便的优点逐渐凸显出来,平行刃剪切机为中小型剪切机的一种,常用来剪切坯料。现有技术中,申请号为cn201420448172.0的授权专利提出了一种高质量剪切机,包括底座,工作台,支架和连接在支架之间的切刀,该剪切机前端还依次设有调直整平装置和导料定位装置,其中调直整平装置由上下两排滚轴组成,导料定位装置包括滚轮和丝杆;所述切刀的两侧均设有压料块;剪切机后端设有导轨;该剪切机两侧还设有控制系统、伺服电机和液压马达。
2、上述方案在使用时,剪切出来的板块质量好,具有很好的直线度和平行度,防扭曲,不存在卷边、卷角或者中部不平的现象,但是由于其利用限位条对坯料进行定位,坯料剪裁后,限位条会阻止剪裁后成品的继续移动,因此,需要通过动力结构把限位条或剪裁成品移开,才能使待剪裁的坯料送至剪切位置进行下一次的剪切,导致相邻两次剪切之间的时间间隔较长,且动力结构需要不停的工作,降低上述剪切机工作效率的同时增加了其能耗,因此,有必要设计一种效率高、能耗低的剪切机。
技术实现思路
1、本实用新型提供了一种平行刃剪切机的控制系统,解决了上述背景技术中提出的相邻两次剪切之间间隔时间长、效率低和在需要用动力结构把限位条或处于剪裁位上的剪裁成品移开,增加设备能耗的问题。
2、本实用新型提供如下技术方案:一种平行刃剪切机的控制系统,设计了单向定量液压马达,能够对物料剪切长度进行精确的控制,平行刃剪切机在使用时不需要用限位条对物料进行定位,使后续传送的物料可以把已经剪断的物料直接推下,省略了转移限位条或处于剪裁位上的剪裁成品的步骤,降低了平行刃剪切机的能耗,且缩短了相邻两次裁剪之间的间隔时间,提高了平行刃剪切机的裁剪效率。
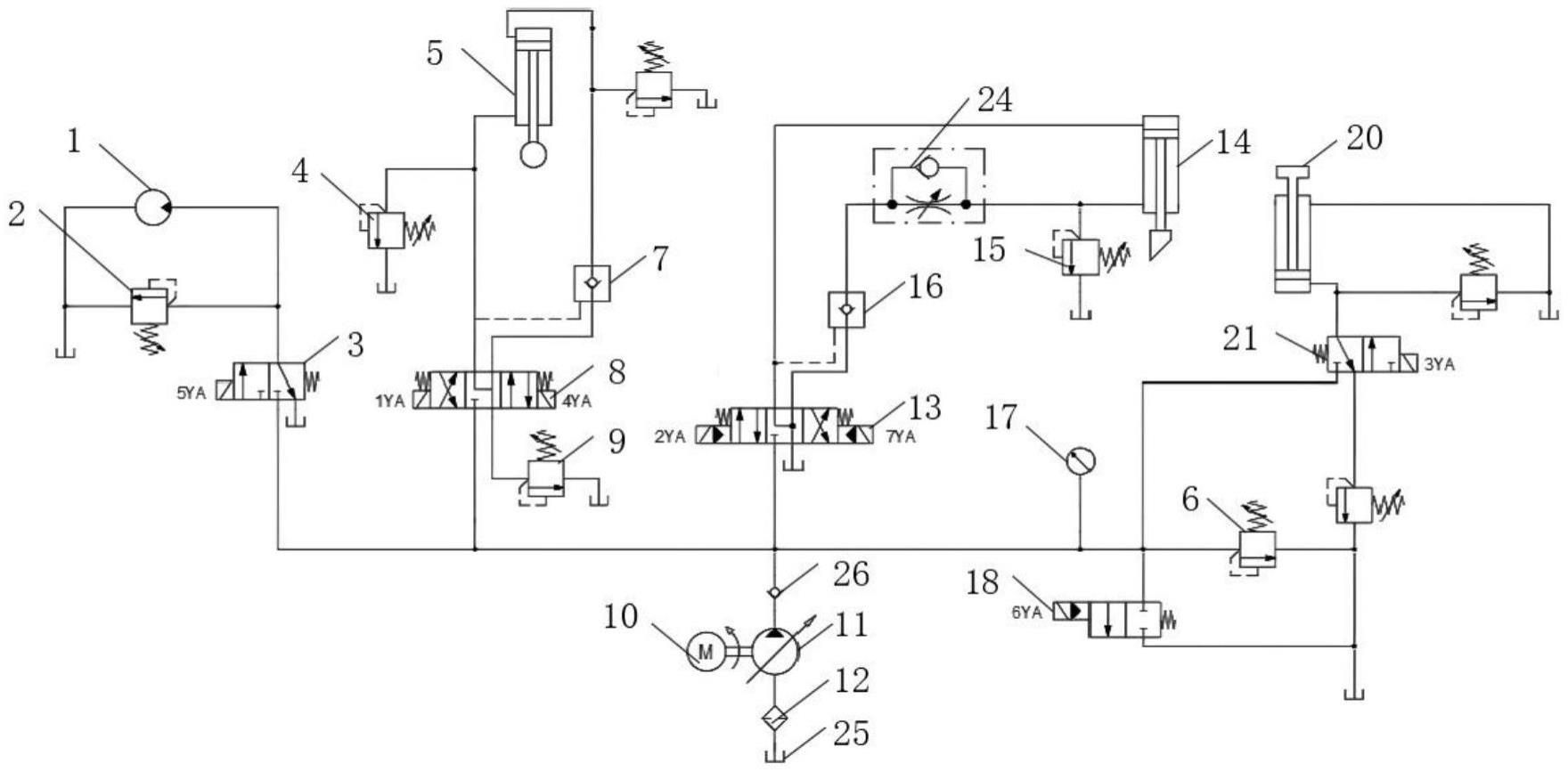
3、一种平行刃剪切机的控制系统,包括定量送料回路、锁紧回路、剪切回路和主油路,所述主油路包括电动机、与电动机输出轴连接的变量液压泵、与变量液压泵进油口通过主进油管连接的油箱和与变量液压泵出油口连接的主出油管,所述主出油管的一端设有第一单向阀;
4、所述定量送料回路包括单向定量液压马达、与单向定量液压马达进油口连接的第一电磁换向阀和两个第一溢流阀,所述第一电磁换向阀的另一端与主出油管通过第一出油支管进行连接,所述单向定量液压马达的进油口和出油口均连接有第一回流管,所述第一回流管的另一端与油箱连接,所述第一回流管的一端设有第一溢流阀;
5、所述锁紧回路包括与主出油管通过第二出油支管连接的上压回路和与主出油管通过第三出油支管连接的下压回路;所述下压回路包括托料缸、与托料缸进油口连接的第二电磁换向阀和两位两通电液换向阀,所述第二电磁换向阀和两位两通电液换向阀两者均与第三出油支管的端部连接,所述第三出油支管的一端连接有压力表;
6、所述剪切回路包括与主出油管连接的第四出油支管、与第四出油支管连接的三位四通电液换向阀和与三位四通电液换向阀连接的剪切缸,所述三位四通电液换向阀与剪切缸的出油口之间设有第二液控单向阀和单向节流阀。
7、优选的,所述上压回路包括压紧缸和三位四通电磁换向阀,所述压紧缸的进油口和出油口通过三位四通电磁换向阀与第二出油支管远离主出油管的一端连接,所述压紧缸的进油口与三位四通电磁换向阀之间设有第一液控单向阀,所述三位四通电磁换向阀与油箱之间设有第五回流管,第五回流管的端部设有第五溢流阀。
8、优选的,所述第一电磁换向阀和第二电磁换向阀均为两位三通电磁换向阀。
9、优选的,所述压紧缸的进油口和第一液控单向阀之间及压紧缸的出油口和三位四通电磁换向阀之间均设有第二回流管,所述第二回流管的另一端与油箱连接,所述第二回流管的一端设有第二溢流阀。
10、优选的,所述单向节流阀远离三位四通电液换向阀,所述剪切缸的出油口与单向节流阀之间设有第三回流管,所述第三回流管的另一端与油箱连接,所述第三回流管的一端设有第三溢流阀。
11、优选的,所述主进油管的一端设置有过滤器。
12、优选的,所述托料缸的进油口和出油口、第三出油支管远离主出油管的一端和第二电磁换向阀的一端均连接有第四回流管,第四回流管的另一端与油箱连接,所述第四回流管的一端固定连接有第四溢流阀。
13、与现有技术对比,本实用新型具备以下有益效果:
14、1、该平行刃剪切机的控制系统,通过锁紧回路的设置,可以对物料的顶部和底部同时进行固定,使物料在剪切时可以保持稳定,且省略了转移限位条或处于剪裁位上的剪裁成品的步骤,降低该系统能耗的同时提高物料剪切效率,且该系统同样可以适用于棒状物料的剪切,提高该系统的适用范围。
15、2、该平行刃剪切机的控制系统,通过单向节流阀的设置,平衡剪切缸的活塞产生的自重,避免其在运行过程中产生震荡,进而可以消除剪切缸伸缩两个行程端点上的位移误差,提高该系统加工精度;通过单向定量液压马达的设置,该系统能够精准的控制物料的移动距离,使平行刃剪切机能够定量剪裁,提高剪裁精度。
技术特征:
1.一种平行刃剪切机的控制系统,包括定量送料回路、锁紧回路、剪切回路和主油路,其特征在于:所述主油路包括电动机(10)、与电动机(10)输出轴连接的变量液压泵(11)、与变量液压泵(11)进油口通过主进油管连接的油箱(25)和与变量液压泵(11)出油口连接的主出油管,所述主出油管的一端设有第一单向阀(26);
2.根据权利要求1所述的一种平行刃剪切机的控制系统,其特征在于:所述上压回路包括压紧缸(5)和三位四通电磁换向阀(8),所述压紧缸(5)的进油口和出油口通过三位四通电磁换向阀(8)与第二出油支管远离主出油管的一端连接,所述压紧缸(5)的进油口与三位四通电磁换向阀(8)之间设有第一液控单向阀(7)。
3.根据权利要求1所述的一种平行刃剪切机的控制系统,其特征在于:所述第一电磁换向阀(3)和第二电磁换向阀(21)均为两位三通电磁换向阀。
4.根据权利要求2所述的一种平行刃剪切机的控制系统,其特征在于:所述压紧缸(5)的进油口和第一液控单向阀(7)之间和压紧缸(5)的出油口和三位四通电磁换向阀(8)之间均设有第二回流管,所述第二回流管的另一端与油箱(25)连接,所述第二回流管的一端设有第二溢流阀(4),所述三位四通电磁换向阀(8)与油箱(25)之间设有第五回流管,第五回流管的端部设有第五溢流阀(9)。
5.根据权利要求1所述的一种平行刃剪切机的控制系统,其特征在于:所述单向节流阀(24)远离三位四通电液换向阀(13),所述剪切缸(14)的出油口与单向节流阀(24)之间设有第三回流管,所述第三回流管的另一端与油箱(25)连接,所述第三回流管的一端设有第三溢流阀(15)。
6.根据权利要求1所述的一种平行刃剪切机的控制系统,其特征在于:所述主进油管的一端设置有过滤器(12)。
7.根据权利要求1所述的一种平行刃剪切机的控制系统,其特征在于:所述托料缸(20)的进油口和出油口、第三出油支管远离主出油管的一端和第二电磁换向阀(21)的一端均连接有第四回流管,第四回流管的另一端与油箱(25)连接,所述第四回流管的一端固定连接有第四溢流阀(6)。
技术总结
本技术公开了一种平行刃剪切机的控制系统,涉及液压控制技术领域,具体包括定量送料回路、锁紧回路、剪切回路和主油路,所述主油路包括电动机、与电动机输出轴连接的变量液压泵、与变量液压泵进油口通过主进油管连接的油箱和与变量液压泵出油口连接的主出油管,所述主出油管的一端设有第一单向阀。该平行刃剪切机的控制系统通过单向节流阀的设置,平衡剪切缸的活塞产生的自重,避免其在运行过程中产生震荡,进而可以消除剪切缸伸缩两个行程端点上的位移误差,提高该系统加工精度;通过单向定量液压马达的设置,该系统能够精准的控制物料的移动距离,使平行刃剪切机能够定量剪裁,提高剪裁精度。
技术研发人员:杜喜哲,关红艳,杨文强,岳越强,李路阳
受保护的技术使用者:兰州交通大学
技术研发日:20230308
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!