一种管件焊接用定位工装的制作方法
本技术涉及管件焊接定位工装,具体是一种管件焊接用定位工装。
背景技术:
1、为了保证两个管件的焊接质量,一般在焊接之前使用卡尺对其进行定位。采用卡尺作为定位工具的方式,无法保证相对的两个管件的同心度,定位不精准,使得焊接的质量较低,由于需要至少两个操作人员进行配合,以分别完成卡尺定位和焊接两个工序,组装和操作比较复杂,使得人力成本增加。
2、专利号“201820990920.6”公开的“一种用于管件焊接的定位工装”,该专利中通过在第一待焊接管件和第二待焊接管件之间设置第一定位片和第二定位片来增加第一待焊接管件和第二待焊接管件的同心度,但是在定位片固定安装时,由于两个管道的表面都是曲面,因此在安装定位片时,比较麻烦和繁琐,若定位片安装不正,则无法增加第一待焊接管件和第二待焊接管件的同心度。
3、为此,本实用新型提供了一种管件焊接用定位工装,以解决上述问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种管件焊接用定位工装,解决了上述问题。
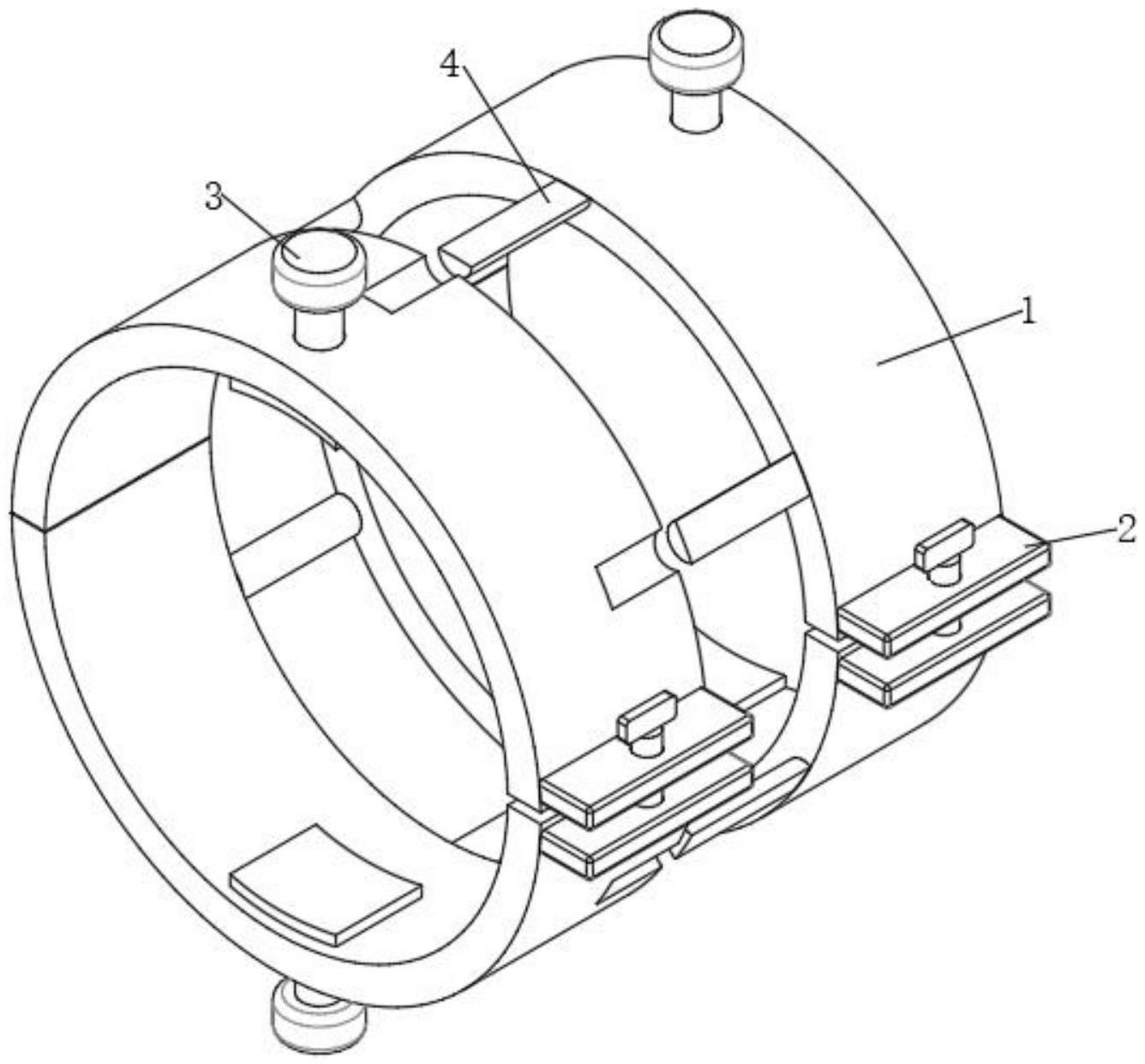
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种管件焊接用定位工装,包括定位机构,所述定位机构包括第一定位环和第二定位环,所述第一定位环和第二定位环的直径相同,所述第一定位环和第二定位环的外侧均固定安装有用于卡紧定位机构的卡紧机构,所述卡紧机构包括第一卡紧板和第二卡紧板,且第一卡紧板和第二卡紧板均固定连接在第一定位环和第二定位环上。
3、优选的,所述第一卡紧板的内部螺纹连接有锁紧螺栓,所述锁紧螺栓的顶部固定连接有把手,所述第二卡紧板的内部开设有锁紧孔,所述锁紧螺栓螺纹连接在锁紧孔的内部。
4、优选的,所述第一定位环和第二定位环分为两块,两块之间通过合页转动连接在一起。
5、优选的,所述定位机构上设置有用于锁紧不同直径管件的锁紧机构,所述锁紧机构包括开设在第一定位环和第二定位环内部的螺纹孔,所述螺纹孔的内部螺纹连接有锁紧杆,所述锁紧杆的底部固定连接有锁紧板,且锁紧板设置在第一定位环和第二定位环的内部,所述锁紧杆的顶部固定连接有防滑套。
6、优选的,所述定位机构的外侧固定安装有用于统一和调节管件焊接时同心度的同心度机构,所述同心度机构包括固定连接在第一定位环上的定位杆,所述第二定位环上开设有定位槽,所述定位杆插接在定位槽的内部。
7、有益效果
8、本实用新型提供了一种管件焊接用定位工装。与现有技术相比具备以下
9、有益效果:
10、(1)、该管件焊接用定位工装,通过将待焊接的两个管件分别放置在第一定位环和第二定位环的内部,并将第一定位环和第二定位环关闭,再将锁紧螺栓拧入锁紧孔的内部,即可将第一卡紧板和第二卡紧板拧紧,进而可将第一定位环和第二定位环扣紧,实现对管件位置的预固定。
11、(2)、该管件焊接用定位工装,通过调节第一定位环和第二定位环上的锁紧杆,直至锁紧杆推动锁紧板将管件压紧,从而保证管件在固定时不会发生偏移,最后将第一定位环上的定位杆对准第二定位环上定位槽并插入,此时第一定位环和第二定位环就会处于一个相对重合的状态,从而使得第一定位环和第二定位环的同心度不会发生过大的偏移,也可通过调节锁紧杆转动的圈数,来实现对管件的位置进行调整,从而实现对两个待焊接管件之间同心度的调节。
技术特征:
1.一种管件焊接用定位工装,包括定位机构(1),其特征在于:所述定位机构(1)包括第一定位环(11)和第二定位环(12),所述第一定位环(11)和第二定位环(12)的直径相同,所述第一定位环(11)和第二定位环(12)的外侧均固定安装有用于卡紧定位机构(1)的卡紧机构(2),所述卡紧机构(2)包括第一卡紧板(21)和第二卡紧板(22),且第一卡紧板(21)和第二卡紧板(22)均固定连接在第一定位环(11)和第二定位环(12)上。
2.根据权利要求1所述的一种管件焊接用定位工装,其特征在于:所述第一卡紧板(21)的内部螺纹连接有锁紧螺栓(23),所述锁紧螺栓(23)的顶部固定连接有把手,所述第二卡紧板(22)的内部开设有锁紧孔(24),所述锁紧螺栓(23)螺纹连接在锁紧孔(24)的内部。
3.根据权利要求1所述的一种管件焊接用定位工装,其特征在于:所述第一定位环(11)和第二定位环(12)分为两块,两块之间通过合页转动连接在一起。
4.根据权利要求1所述的一种管件焊接用定位工装,其特征在于:所述定位机构(1)上设置有用于锁紧不同直径管件的锁紧机构(3),所述锁紧机构(3)包括开设在第一定位环(11)和第二定位环(12)内部的螺纹孔(31),所述螺纹孔(31)的内部螺纹连接有锁紧杆(32),所述锁紧杆(32)的底部固定连接有锁紧板(33),且锁紧板(33)设置在第一定位环(11)和第二定位环(12)的内部,所述锁紧杆(32)的顶部固定连接有防滑套。
5.根据权利要求1所述的一种管件焊接用定位工装,其特征在于:所述定位机构(1)的外侧固定安装有用于统一和调节管件焊接时同心度的同心度机构(4),所述同心度机构(4)包括固定连接在第一定位环(11)上的定位杆(41),所述第二定位环(12)上开设有定位槽(42),所述定位杆(41)插接在定位槽(42)的内部。
技术总结
本技术公开了一种管件焊接用定位工装,包括定位机构,所述定位机构包括第一定位环和第二定位环,所述第一定位环和第二定位环的外侧均固定安装有用于卡紧定位机构的卡紧机构,该管件焊接用定位工装,通过调节第一定位环和第二定位环上的锁紧杆,直至锁紧杆推动锁紧板将管件压紧,从而保证管件在固定时不会发生偏移,最后将第一定位环上的定位杆对准第二定位环上定位槽并插入,此时第一定位环和第二定位环就会处于一个相对重合的状态,从而使得第一定位环和第二定位环的同心度不会发生过大的偏移,也可通过调节锁紧杆转动的圈数,来实现对管件的位置进行调整,从而实现对两个待焊接管件之间同心度的调节。
技术研发人员:黄强
受保护的技术使用者:南京云丰汽车零部件有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!