一种钻模工装的制作方法
本技术涉及工程机械,具体的,涉及一种在斗杆后轴座上增加润滑油加注口的钻模工装。
背景技术:
1、现有的斗杆上连接有后轴座,后轴座上开设有后轴孔,后轴座上具有加注台阶。斗杆后轴座黄油加注口的加工方式是在单件锻件上加工,设备、工装、刀具等工艺方案简单可行。
2、但是,在斗杆焊合成整体后增加黄油加注口,如前工序失误漏加工,原来的设备、工装、刀具方案均不适用,加注口难以再加工,只能手动对准,加注口的加工质量较差。
技术实现思路
1、本实用新型的目的是针对以上问题提供一种钻模工装,方便在斗杆后轴座上增加润滑油加注口。
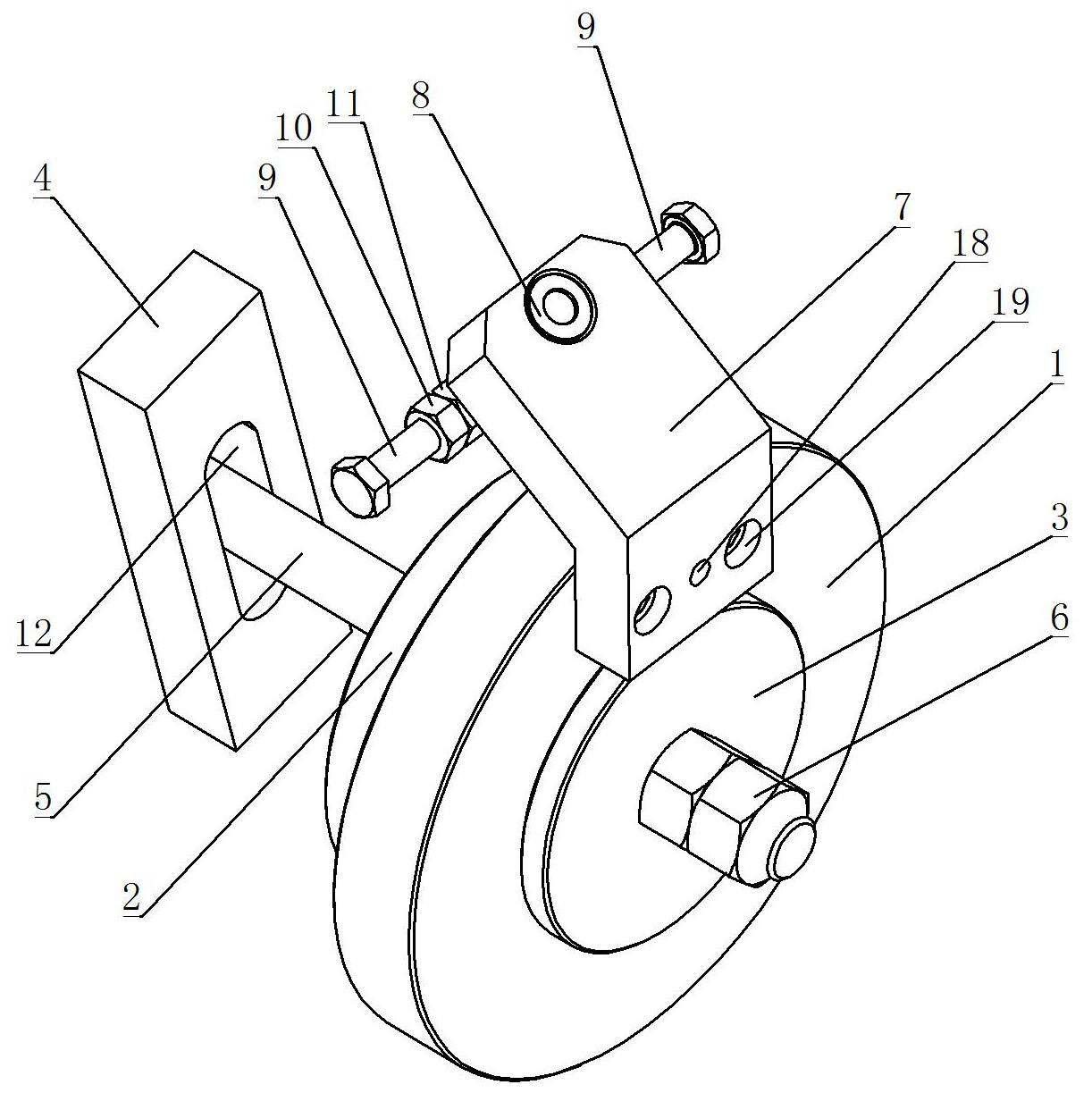
2、为达到上述目的,本实用新型公开了一种钻模工装,该钻模工装包括外板,外板内侧连接有芯轴,外板的直径大于芯轴的直径,还包括压板,压板的长度大于芯轴的直径,主螺杆依次穿过压板、芯轴及外板后与主螺母螺纹连接,外板外侧安装有支撑板,支撑板上安装有钻套,支撑板内侧的左、右两侧各螺纹连接有一件调节螺杆,两件调节螺杆的前端相向设置。
3、使用时,首先,将芯轴伸入后轴孔,外板与后轴座相贴合,支撑板位于加注台阶处,实现工装定心;使用主螺杆、压板及主螺母实现工装轴向压紧;转动调节螺杆,调节螺杆前端与加注台阶侧部相抵,通过转动两侧的调节螺杆,调节支撑板的位置,目测钻套与加注台阶对中,实现工装周向定位;然后,使用手枪钻夹持加长钻头,通过钻套导向,实现黄油加注口底孔的加工;最后,拆除工装,使用手枪钻夹持丝锥攻丝,在后轴座上加工出黄油加注口。
4、本技术方案方便黄油加注口的加工,提高加工效率,加工精度高。
5、优选的,外板及芯轴的形状均为圆环形,外板与芯轴为一体化设置,压板上开设有条形孔。
6、此机构方便外板、芯轴及压板的制造和组装。
7、优选的,主螺杆上套接有位于外板及主螺母之间的垫圈。
8、使用时,使用垫圈配合主螺母,提高工装轴向稳定性。
9、优选的,主螺母的数量为两件。
10、使用时,两件主螺母实现防松锁紧,提高工装轴向稳定性。
11、优选的,支撑板与外板之间通过定位销及支撑板安装螺栓相连接。
12、提高支撑板的定位精度和连接强度。
13、优选的,撑板上部向内侧弯折设置。
14、支撑板上部与加注台阶相适应,钻套更方便与加注台阶对中。
15、优选的,支撑板内侧的左、右两侧各连接有一件定位螺母,调节螺杆与定位螺母螺纹连接。
16、此机构方便定位螺母的安装,制造工艺简单,成本低。
17、优选的,调节螺杆上螺纹连接有固定螺母。
18、使用时,固定螺母实现防松锁紧,提高工装周向稳定性。
19、综上所述,本实用新型的有益效果在于:使用时,首先,将芯轴伸入后轴孔,外板与后轴座相贴合,支撑板位于加注台阶处,实现工装定心;使用主螺杆、压板及主螺母实现工装轴向压紧;转动调节螺杆,调节螺杆前端与加注台阶侧部相抵,通过转动两侧的调节螺杆,调节支撑板的位置,目测钻套与加注台阶对中,实现工装周向定位;然后,使用手枪钻夹持加长钻头,通过钻套导向,实现黄油加注口底孔的加工;最后,拆除工装,使用手枪钻夹持丝锥攻丝,在后轴座上加工出黄油加注口。本技术方案方便黄油加注口的加工,提高加工效率,加工精度高。
技术特征:
1.一种钻模工装,其特征在于,包括外板(1),外板(1)内侧连接有芯轴(2),外板(1)的直径大于芯轴(2)的直径,还包括压板(4),压板(4)的长度大于芯轴(2)的直径,主螺杆(5)依次穿过压板(4)、芯轴(2)及外板(1)后与主螺母(6)螺纹连接,外板(1)外侧安装有支撑板(7),支撑板(7)上安装有钻套(8),支撑板(7)内侧的左、右两侧各螺纹连接有一件调节螺杆(9),两件调节螺杆(9)的前端相向设置。
2.如权利要求1所述的钻模工装,其特征在于,外板(1)及芯轴(2)的形状均为圆环形,外板(1)与芯轴(2)为一体化设置,压板(4)上开设有条形孔(12)。
3.如权利要求1所述的钻模工装,其特征在于,主螺杆(5)上套接有位于外板(1)及主螺母(6)之间的垫圈(3)。
4.如权利要求1所述的钻模工装,其特征在于,主螺母(6)的数量为两件。
5.如权利要求1到4中任一项所述的钻模工装,其特征在于,支撑板(7)与外板(1)之间通过定位销(18)及支撑板安装螺栓(19)相连接。
6.如权利要求1到4中任一项所述的钻模工装,其特征在于,支撑板(7)上部向内侧弯折设置。
7.如权利要求1到4中任一项所述的钻模工装,其特征在于,支撑板(7)内侧的左、右两侧各连接有一件定位螺母(11),调节螺杆(9)与定位螺母(11)螺纹连接。
8.如权利要求7所述的钻模工装,其特征在于,调节螺杆(9)上螺纹连接有固定螺母(10)。
技术总结
本技术涉及工程机械技术领域,具体的,涉及一种在斗杆后轴座上增加润滑油加注口的钻模工装。该钻模工装包括外板,外板内侧连接有芯轴,外板的直径大于芯轴的直径,还包括压板,压板的长度大于芯轴的直径,主螺杆依次穿过压板、芯轴及外板后与主螺母螺纹连接,外板外侧安装有支撑板,支撑板上安装有钻套,支撑板内侧的左、右两侧各螺纹连接有一件调节螺杆,两件调节螺杆的前端相向设置。本技术方案方便黄油加注口的加工,提高加工效率,加工精度高。
技术研发人员:王天武,蒙小行,刘海栋,宗震宇,张凯,刘虹
受保护的技术使用者:雷沃重工集团有限公司
技术研发日:20230316
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!