一种起重机钢轨矫直立辊孔型的制作方法
本技术涉及起重机钢轨矫直设备,尤其涉及一种起重机钢轨矫直立辊孔型。
背景技术:
1、现有技术中在生产qu系列起重机钢轨时,进入冷床冷却后容易会产生垂直方向的弯曲。由于原矫直机没有设计水平方向的矫直工艺,再加上本身的轨头断面尺寸偏大,大幅度增加了起重机钢轨水平方向弯曲度的控制,矫直后会发生通长侧弯曲,且不易调整。因此容易导致生产堵塞或发生碰撞其他设备等安全事故。
2、鉴于上述因素,特别设计一种起重机钢轨矫直立辊孔型与矫直机适配,提高矫直精度,从而保证矫直平直度质量。
技术实现思路
1、本实用新型的目的在于提供一种起重机钢轨矫直立辊孔型,以解决上述背景技术中提出的问题。
2、本实用新型的目的是通过下述技术方案予以实现:一种起重机钢轨矫直立辊孔型,包括起重机钢轨,所述起重机钢轨至于水平方向的矫直立辊孔型系统之间,所述矫直立辊孔型系统为两组对称的矫直立辊孔型,所述矫直立辊孔型系统设置于矫直机的进口与出口位置;
3、所述矫直立辊孔型系统通过螺装方式至于所述矫直机的两侧,且所述矫直立辊孔型系统沿所述起重机钢轨运动方向的宽度为200-500mm;
4、所述矫直立辊孔型系统的径向方向轨腰部位设置有与所述起重机钢轨相适配的工作面斜线端。
5、进一步地,所述矫直立辊孔型上以可拆卸方式连接着导向边台,所述导向边台与所述矫直立辊孔型等宽等长。
6、进一步地,所述矫直立辊孔型以螺装或是插接方式连接着导向边台。
7、进一步地,所述矫直立辊孔型中轨头侧部位的导向边台高度为30-60mm。
8、进一步地,所述工作面斜线端包括第一个弧面、第二个弧面和第三个弧面,所述第一个弧面、第二个弧面和第三个弧面进行过渡连接。
9、进一步地,由所述第一个弧面、第二个弧面和第三个弧面形成的工作面斜线端与轧出的起重机钢轨断面尺寸吻合。
10、进一步地,由所述第一个弧面、第二个弧面和第三个弧面形成的工作面斜线端为矫直立辊系统轨腰部位的主体面,为固定设置。
11、进一步地,所述工作面斜线端通过螺装方式连接着与所述第一个弧面、第二个弧面和第三个弧面适配的可拆卸起重机钢轨断面结合面,所述起重机钢轨断面结合面与所述起重机钢轨断面吻合。
12、与现有技术相比,本实用新型的有益效果是:
13、本实用新型中的矫直立辊系统至于矫直机的进口与出口位置,采用矫直立辊孔型,qu系列起重机钢轨矫直质量和调整控制都有了大幅度的提高,满足现场生产的需求。
14、本实用新型与传统的矫直立辊矫直后的弯曲缺陷相比,使水平方向的弯曲得到有效的控制,便于现场调整,解决了技术难点问题。
技术特征:
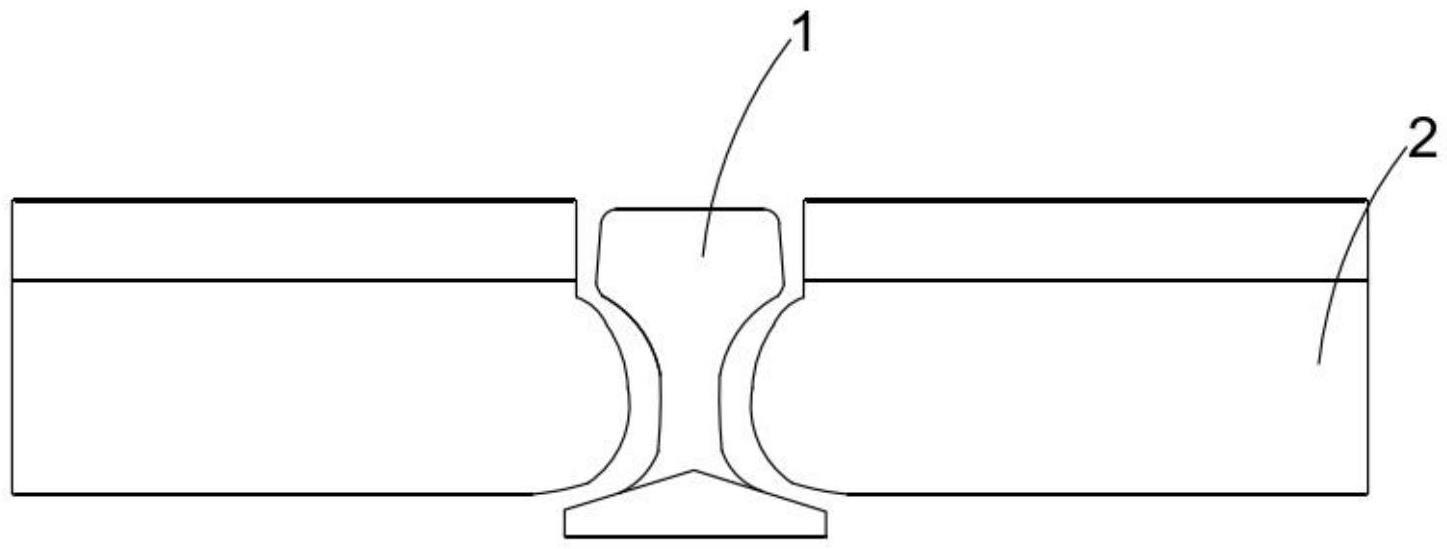
1.一种起重机钢轨矫直立辊孔型,包括起重机钢轨(1),其特征在于;所述起重机钢轨(1)至于水平方向的矫直立辊孔型系统之间,所述矫直立辊孔型系统为两组对称的矫直立辊孔型(2),所述矫直立辊孔型系统设置于矫直机的进口与出口位置;
2.根据权利要求1所述的一种起重机钢轨矫直立辊孔型,其特征在于:所述矫直立辊孔型(2)上以可拆卸方式连接着导向边台(6),所述导向边台(6)与所述矫直立辊孔型(2)等宽等长。
3.根据权利要求1所述的一种起重机钢轨矫直立辊孔型,其特征在于:所述矫直立辊孔型(2)以螺装或是插接方式连接着导向边台(6)。
4.根据权利要求3所述的一种起重机钢轨矫直立辊孔型,其特征在于:所述矫直立辊孔型中轨头侧部位的导向边台(6)高度为30-60mm。
5.根据权利要求4所述的一种起重机钢轨矫直立辊孔型,其特征在于:所述工作面斜线端包括第一个弧面(3)、第二个弧面(4)和第三个弧面(5),所述第一个弧面(3)、第二个弧面(4)和第三个弧面(5)进行过渡连接。
6.根据权利要求5所述的一种起重机钢轨矫直立辊孔型,其特征在于:由所述第一个弧面(3)、第二个弧面(4)和第三个弧面(5)形成的工作面斜线端与轧出的起重机钢轨断面尺寸吻合。
7.根据权利要求6所述的一种起重机钢轨矫直立辊孔型,其特征在于:由所述第一个弧面(3)、第二个弧面(4)和第三个弧面(5)形成的工作面斜线端为矫直立辊系统轨腰部位的主体面,为固定设置。
8.根据权利要求7所述的一种起重机钢轨矫直立辊孔型,其特征在于:所述工作面斜线端通过螺装方式连接着与所述第一个弧面(3)、第二个弧面(4)和第三个弧面(5)适配的可拆卸起重机钢轨断面结合面(7),所述起重机钢轨断面结合面(7)与所述起重机钢轨断面吻合。
技术总结
本技术公开了一种起重机钢轨矫直立辊孔型,包括起重机钢轨,所述起重机钢轨至于水平方向的矫直立辊孔型系统之间,所述矫直立辊孔型系统为两组对称的矫直立辊孔型,所述矫直立辊孔型系统设置于矫直机的进口与出口位置,所述矫直立辊孔型系统通过螺装方式至于所述矫直机的两侧,且所述矫直立辊孔型系统沿所述起重机钢轨运动方向的宽度为200‑500mm,所述矫直立辊孔型系统的径向方向轨腰部位设置有与所述起重机钢轨相适配的工作面斜线端。本技术由传统的矫直轨腰改变成矫直轨头,使垂直矫正常参加矫直,消除侧弯曲,提高钢轨水平方向的平直度控制。
技术研发人员:乌云达来,段永强,刘江波,刘宏波,李翠红
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:20230328
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!