一种用于中板治具的自动装配设备的制作方法
本技术属于手机配件装配,尤其涉及一种用于中板治具的自动装配设备。
背景技术:
1、目前将中板治具装配到满料治具上的工艺,还是通过工人先将满料治具放置到手动夹具上进行固定,通过对手动夹具的夹紧力度进行调整,为中板治具留出足够空间,以便能将中板治具压入完成装配,手动装配的效率较低,不能满足生产需求,并且在装配过程中不能让中板治具受到污染,就需要工人戴手套进行操作,而手套具有一定的厚度,工人操作不方便,进一步影响了装配效率。
技术实现思路
1、本实用新型的目的在于提供一种用于中板治具的自动装配设备,旨在解决所述背景技术中存在的问题。为实现所述目的,本实用新型采用的技术方案是:
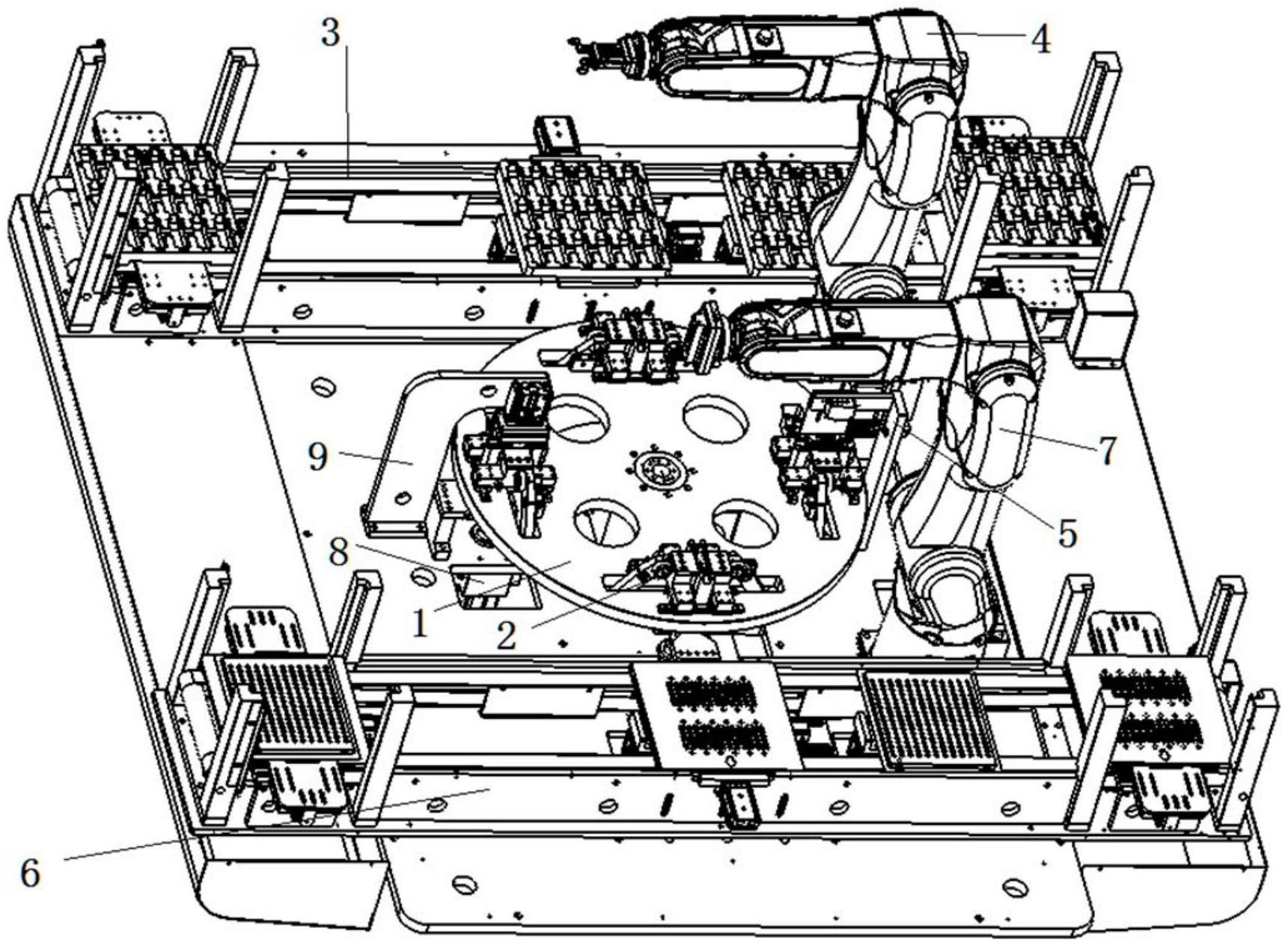
2、一种用于中板治具的自动装配设备,包括转盘,满料治具传输单元,第一抓取机构,中板治具传输单元,第二抓取机构和装配下压组件,其中,所述转盘上设有用于容纳满料治具的定位装配夹具;所述满料治具传输单元用于将满料治具传输到第一上料等待位;所述第一抓取机构用于将满料治具从第一上料等待位搬运到定位装配夹具内;所述中板治具传输单元用于将中板治具传输到第二上料等待位;所述第二抓取机构用于将中板治具从第二上料等待位搬运到满料治具内;所述装配下压组件用于将中板治具压合在满料治具内完成装配。
3、优选地,所述转盘的上方沿顺时针方向每隔90°设有一个工位,依次为满料治具上料工位,满料治具检测工位,中板治具上料工位和装配工位,每个工位都对应安装一个定位装配夹具。
4、优选地,所述装配下压组件位于装配工位的外侧,所述装配下压组件包括气缸固定架,下压气缸和压块,所述下压气缸安装在气缸固定架上,所述压块安装在下压气缸的输出轴上,用于压合满料治具和中板治具。
5、优选地,所述满料治具检测工位的外侧设有检测组件,所述检测组件用于检测满料治具是否到位,所述检测组件包括激光位移传感器和固定支架,所述固定支架用于对激光位移传感器进行固定。
6、优选地,所述定位装配夹具包括销钉定位机构和夹紧机构,所述销钉定位机构位于夹紧机构的上方,所述销钉定位机构用于放置满料治具并进行定位,所述夹紧机构用于挤压满料治具的下部进而使得中板治具能顺利放入,所述中板治具上料工位和装配工位的下方设有顶升组件,所述顶升组件用于驱动夹紧机构进行夹紧。
7、优选地,所述满料治具传输单元包括第一皮带传输组件,第一放料托盘和第一托盘堆放组件,所述第一皮带传输组件从右到左进行传输,所述第一托盘堆放组件设置在第一皮带传输组件的左右两端,右边的所述第一托盘堆放组件内放置有多个第一放料托盘,所述第一托盘堆放组件之间设有第一上料等待位,所述第一放料托盘经第一皮带传输组件传输到第一上料等待位,所述第一上料等待位采用三点定位的方式,分别在第一放料托盘的前部,中部和后部设有第一定位气缸组件来进行定位。
8、优选地,所述第一放料托盘上开设有第一仿形槽,用于放置所述满料治具,所述第一仿形槽设置为多个且均匀等距进行排列。
9、优选地,所述中板治具传输单元和满料治具传输单元的结构类似,所述中板治具传输单元包括第二皮带传输组件,第二放料托盘和第二托盘堆放组件,所述第二皮带传输组件从右到左进行传输,所述第二托盘堆放组件设置在第二皮带传输组件的左右两端,右边的所述第二托盘堆放组件内放置有多个第二放料托盘,所述第二托盘堆放组件之间设有第二上料等待位,所述第二放料托盘经第二皮带传输组件传输到第二上料等待位,所述第二上料等待位采用三点定位的方式,分别在第二放料托盘的前部,中部和后部设有第二定位气缸组件来进行定位。
10、优选地,所述第二放料托盘上开设有第二仿形槽,用于放置所述中板治具,所述第二仿形槽设置为多个,均匀等距进行排列。
11、优选地,第一抓取机构和第二抓取机构为机械臂或机器人中的一种。
12、本实用新型的有益效果:
13、本实用新型提供的一种用于中板治具的自动装配设备,工人只需将中板治具和满料治具摆放在对应放料托盘内,整个设备就能自动完成上料,定位,装配和下料过程,通过转盘转动在不同工位之间进行切换保证个各个工序之间不会产生重叠,生产效率和合格率都能人工生产,并且避免了人工装配可能会对中板治具造成污染的情况,可以为工厂带来巨大的经济效益。
技术特征:
1.一种用于中板治具的自动装配设备,其特征在于:包括转盘,满料治具传输单元,第一抓取机构,中板治具传输单元,第二抓取机构和装配下压组件,其中,
2.根据权利要求1所述的一种用于中板治具的自动装配设备,其特征在于:所述转盘的上方沿顺时针方向每隔90°设有一个工位,依次为满料治具上料工位,满料治具检测工位,中板治具上料工位和装配工位,每个工位都在所述转盘上对应安装一个定位装配夹具。
3.根据权利要求2所述的一种用于中板治具的自动装配设备,其特征在于:所述装配下压组件位于装配工位的外侧,所述装配下压组件包括气缸固定架,下压气缸和压块,所述下压气缸安装在气缸固定架上,所述压块安装在下压气缸的输出轴上,用于压合满料治具和中板治具。
4.根据权利要求2所述的一种用于中板治具的自动装配设备,其特征在于:所述满料治具检测工位的外侧设有检测组件,所述检测组件用于检测满料治具是否到位,所述检测组件包括激光位移传感器和固定支架,所述固定支架用于对激光位移传感器进行固定。
5.根据权利要求2所述的一种用于中板治具的自动装配设备,其特征在于:所述定位装配夹具包括销钉定位机构和夹紧机构,所述销钉定位机构位于夹紧机构的上方,所述销钉定位机构用于放置满料治具并进行定位,所述夹紧机构用于挤压满料治具的下部进而使得中板治具能顺利放入,所述中板治具上料工位和装配工位的下方设有顶升组件,所述顶升组件用于驱动夹紧机构进行夹紧。
6.根据权利要求1所述的一种用于中板治具的自动装配设备,其特征在于:所述满料治具传输单元包括第一皮带传输组件,第一放料托盘和第一托盘堆放组件,所述第一皮带传输组件从右到左进行传输,所述第一托盘堆放组件设置在第一皮带传输组件的左右两端,右边的所述第一托盘堆放组件内放置有多个第一放料托盘,所述第一托盘堆放组件之间设有第一上料等待位,所述第一放料托盘经皮带传输组件传输到第一上料等待位,所述第一上料等待位采用三点定位的方式,分别在第一放料托盘的前部,中部和后部设有第一定位气缸组件来进行定位。
7.根据权利要求6所述的一种用于中板治具的自动装配设备,其特征在于:所述第一放料托盘上开设有第一仿形槽,用于放置所述满料治具,所述第一仿形槽设置为多个,第一仿形槽均匀等距进行排列。
8.根据权利要求1所述的一种用于中板治具的自动装配设备,其特征在于:所述中板治具传输单元和满料治具传输单元的结构类似。
9.根据权利要求1所述的一种用于中板治具的自动装配设备,其特征在于:所述第一抓取机构和第二抓取机构为机械臂或机器人中的一种。
技术总结
本技术公开了一种用于中板治具的自动装配设备,包括转盘,满料治具传输单元,第一抓取机构,中板治具传输单元,第二抓取机构和装配下压组件,其中,所述转盘上设有用于容纳满料治具的定位装配夹具;所述满料治具传输单元用于将满料治具传输到第一上料等待位;所述第一抓取机构用于将满料治具从第一上料等待位搬运到定位装配夹具内;所述中板治具传输单元用于将中板治具传输到第二上料等待位;所述第二抓取机构用于将中板治具从第二上料等待位搬运到满料治具内;所述装配下压组件用于将中板治具压合在满料治具内完成装配。本技术可高效地实现中板治具的自动化装配。
技术研发人员:谷金
受保护的技术使用者:深圳市惠和缘科技有限公司
技术研发日:20230313
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!