一种汽轮机轴承盖深勾型槽成型工艺工装的制作方法
本技术涉及加工工装的,具体为一种汽轮机轴承盖深勾型槽成型工艺工装。
背景技术:
1、汽轮机也称蒸汽透平发动机,是一种旋转式蒸汽动力装置,高温高压蒸汽穿过固定喷嘴成为加速的气流后喷射到叶片上,使装有叶片排的转子旋转,同时对外做功。
2、汽轮机的前后轴承盖具有一深勾型槽,该深勾型槽成品精度会影响汽轮机的运行,若该型槽精度超差严重者会出现运行过程中漏油现象,现有技术中汽轮机的前后轴承体均用灰铸铁进行铸造而成,由于深勾型槽太狭小且长,现有的汽轮机的前后轴承体在用灰铸铁铸造时该型槽的成型质量较差,直接影响汽轮机的正常使用。
技术实现思路
1、本实用新型的目的在于提供一种汽轮机轴承盖深勾型槽成型工艺工装,解决了现有技术中由于深勾型槽太狭小且长,现有的汽轮机的前后轴承体在用灰铸铁铸造时该型槽的成型质量较差,直接影响汽轮机的正常使用的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种汽轮机轴承盖深勾型槽成型工艺工装,包括:
4、基板;
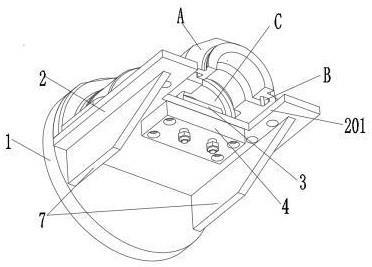
5、支承板,所述支承板竖直设于所述基板上,所述支承板的第一侧与所述基板之间形成用于放置汽轮机轴承盖的放置位,所述支承板的前端设有缺口,所述缺口用于避空车刀组件;
6、定位芯板,位于所述支承板的第一侧,所述定位芯板具有与所述汽轮机轴承盖的弧形内壁相匹配的弧形部;
7、导向板,设于所述支承板的第二侧,所述导向板通过滑动调节机构连接于所述定位芯板,以调节定位芯板使其与所述汽轮机轴承盖的弧形内壁相贴合;
8、所述车刀组件用于对所述汽轮机轴承盖的所述深勾型槽进行加工成型。
9、进一步地,所述支承板上设有第一导向孔,所述导向板上设有与所述第一导向孔对应的第二导向孔,所述滑动调节机构包括:
10、弹性件,位于所述第一导向孔内,所述弹性件的第一端与所述定位芯板连接;
11、导柱,贯穿所述第一导向孔且滑动连接于所述第二导向孔内,所述导柱的一端与所述定位芯板连接,所述弹性件套设于所述导柱上且其第二端与所述导向板连接,所述导柱的另一端设有限位件。
12、进一步地,所述弧形部设于所述定位芯板的两侧,所述弧形部沿径向贴合在所述汽轮机轴承盖的弧形内壁。
13、进一步地,所述支承板的第二侧设有加强板,所述加强板与所述基板连接。
14、进一步地,所述支承板上还设有用于与所述汽轮机轴承盖连接的连接孔。
15、进一步地,所述车刀组件的前端伸入至缺口用于加工汽轮机轴承盖的型槽,所述车刀组件的后端通过刀杆连接于数控车床的刀座上。
16、进一步地,所述车刀组件包括成型车刀,所述成型车刀包括沿径向延伸的直段和沿轴向延伸且连接在直段末端的勾形段,所述直段的外侧设有第一切削刃,所述勾形段上分别设有第二切削刃和第三切削刃,所述第三切削刃位于所述勾形段的内侧。
17、本实用新型提供一种汽轮机轴承盖深勾型槽成型工艺工装,用于切削加工汽轮机轴承盖的深勾型槽,待加工的汽轮机轴承盖放置在支承板与基板形成的放置位上,滑动调节机构调节定位芯板使其弧形部与汽轮机轴承盖的弧形内壁相贴合,如此,通过基板、支承板和定位芯板可实现对汽轮机轴承盖的轴向和径向定位,确保对汽轮机轴承盖进行切削加工时的精度,提高汽轮机轴承盖深勾型槽加工成型的质量,避免使用时出现漏油。
技术特征:
1.一种汽轮机轴承盖深勾型槽成型工艺工装,其特征在于,包括:
2.根据权利要求1所述的汽轮机轴承盖深勾型槽成型工艺工装,其特征在于:所述支承板上设有第一导向孔,所述导向板上设有与所述第一导向孔对应的第二导向孔,所述滑动调节机构包括:
3.根据权利要求2所述的汽轮机轴承盖深勾型槽成型工艺工装,其特征在于:所述弧形部设于所述定位芯板的两侧,所述弧形部沿径向贴合在所述汽轮机轴承盖的弧形内壁。
4.根据权利要求3所述的汽轮机轴承盖深勾型槽成型工艺工装,其特征在于:所述支承板的第二侧设有加强板,所述加强板与所述基板连接。
5.根据权利要求4所述的汽轮机轴承盖深勾型槽成型工艺工装,其特征在于:所述支承板上还设有用于与所述汽轮机轴承盖连接的连接孔。
6.根据权利要求5所述的汽轮机轴承盖深勾型槽成型工艺工装,其特征在于:所述车刀组件的前端伸入至缺口用于加工汽轮机轴承盖的深勾型槽,所述车刀组件的后端通过刀杆连接于数控车床的刀座上。
7.如权利要求6所述的汽轮机轴承盖深勾型槽成型工艺工装,其特征在于:所述车刀组件包括成型车刀,所述成型车刀包括沿径向延伸的直段和沿轴向延伸且连接在直段末端的勾形段,所述直段的外侧设有第一切削刃,所述勾形段上分别设有第二切削刃和第三切削刃,所述第三切削刃位于所述勾形段的内侧。
技术总结
本技术公开了一种汽轮机轴承盖深勾型槽成型工艺工装,用于切削加工汽轮机轴承盖,待加工的汽轮机轴承盖放置在支承板与基板形成的放置位上,滑动调节机构调节定位芯板使其弧形部与汽轮机轴承盖的弧形内壁相贴合,如此,通过基板、支承板和定位芯板可实现对汽轮机轴承盖的轴向和径向定位,确保对轴承盖进行切削加工时的精度,提高汽轮机轴承盖深勾型槽加工成型的质量,避免使用时出现漏油。
技术研发人员:林德锤,潘蓉,陈李杰,詹有锤,李建,聂小林
受保护的技术使用者:嘉利特荏原泵业有限公司
技术研发日:20230408
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!