一种型材垂直焊接夹具的制作方法
本技术涉及夹具结构,更加具体来说,本技术涉及一种型材垂直焊接夹具。
背景技术:
1、方舱的舱体多由金属型材焊接型材的骨架以及蒙皮构成,骨架的焊接质量决定舱体的成型质量。其中,型材焊接垂直相交部分的垂直度要求比较高,例如,门体型材组对焊接如果没有相对应工装辅助那么很难保证90°夹角,如果不能最大限度的保证门体型材组对的夹角角度尺寸,那么焊接完成后门体骨架表面平整度将存在不可控的误差,从而引起一系列的装配兼容问题。
技术实现思路
1、针对现有技术的不足,本实用新型创新地提供了一种型材垂直焊接夹具,能够解决现有技术中存在的型材垂直焊接不容易保证垂直度和平整度的技术问题。
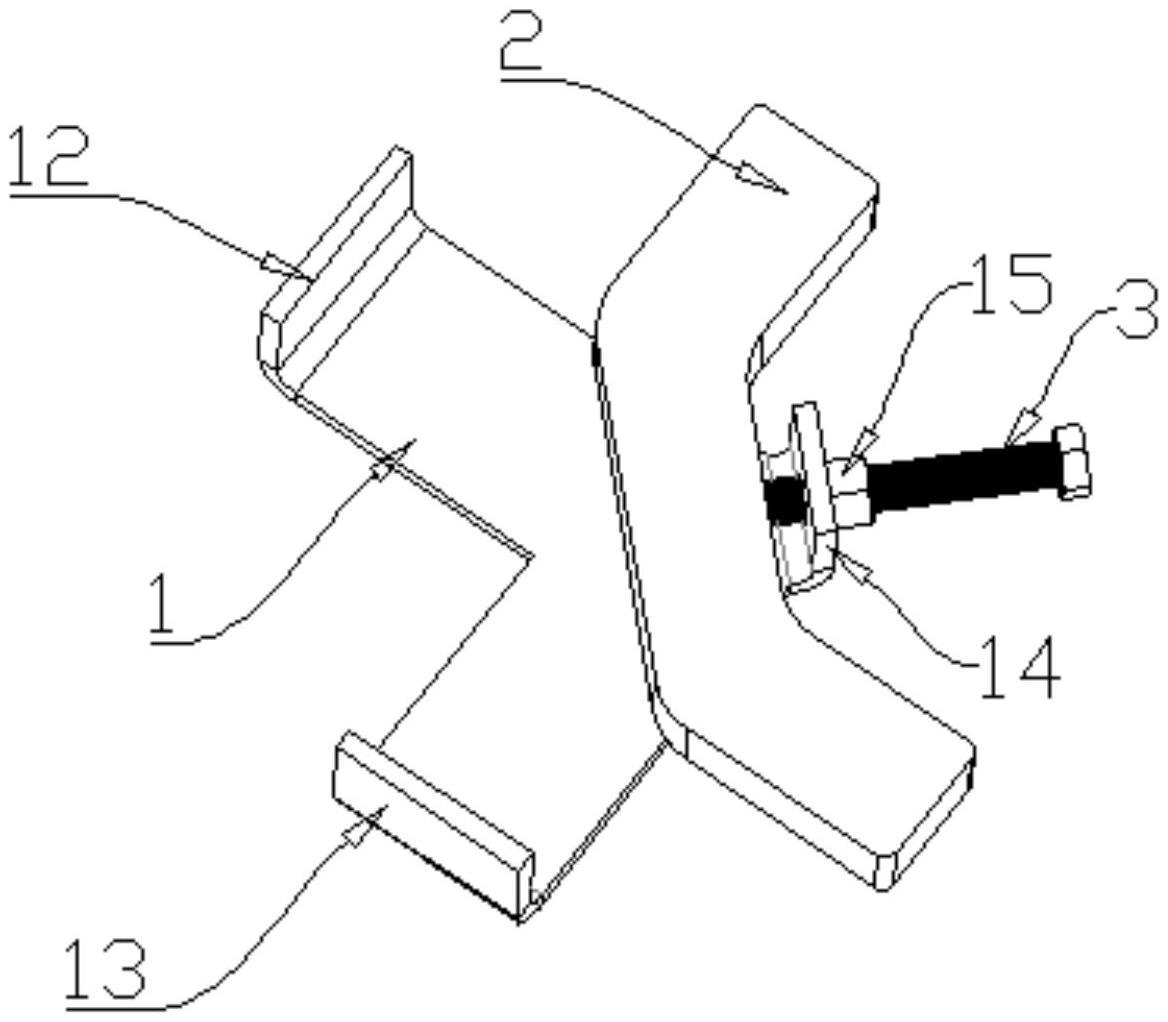
2、为实现上述的技术目的,本实用新型公开了一种型材垂直焊接夹具,包括:底座、顶块和锁紧机构,其中,
3、所述底座包括支撑板,所述支撑板上形成有支撑平面,所述支撑板上形成有第一限位板和第二限位板,所述第一限位板和所述第二限位板与支撑平面垂直设置,
4、所述第一限位板和所述第二限位板相互垂直,并相互分离设置;
5、所述支撑板上还形成有支架,所述锁紧机构设置在所述支架上,所述顶块与所述锁紧机构连接,所述锁紧机构用于控制所述顶块移动;
6、所述顶块上形成第一压紧面和第二压紧面,其中,所述第一压紧面与所述第一限位板平行设置,第二压紧面与所述第二限位板平行设置。
7、进一步地,所述支撑板为平板结构,所述第一限位板、所述第二限位板及所述支架均与所述支撑板为一体结构。
8、进一步地,所述支撑板包括第一支撑部和第二支撑部,所述第一支撑部和第二支撑部为矩形结构,
9、所述第一支撑部的第一端和所述第二支撑部的第二端连接,并且所述第一支撑部和所述第二支撑部之间形成夹角。
10、进一步地,所述第一支撑部与所述第二支撑部垂直设置。
11、进一步地,所述第一限位板形成在所述第一支撑部的第二端,
12、所述第二限位板形成在所述第二支撑部的第二端,
13、所述支架形成在所述第一支撑部和所述第二支撑部的连接处。
14、进一步地,所述支架上设置螺纹孔,
15、所述锁紧机构包括螺杆,所述螺杆与所述螺纹孔螺纹连接。
16、进一步地,所述支架上固定设置有螺母,所述螺纹孔形成在所述螺母内。
17、进一步地,所述螺杆的第一端穿过所述螺纹孔与所述顶块可转动连接,所述螺杆转动可带动所述顶块直线移动。
18、进一步地,所述顶块为板状结构,包括连接段、第一压紧段和第二压紧段,所述连接段连接在所述第一压紧段和所述第二压紧段之间,所述第一压紧段和所述第二压紧段之间形成夹角。
19、进一步地,所述第一压紧段上形成有所述第一压紧面,所述第二压紧段上形成有第二压紧面,所述螺杆与所述连接段连接。
20、本实用新型的有益效果为:
21、本实用新型提供的型材垂直焊接夹具用于辅助相互垂直的型材焊接,通过底座和顶块配合,可以保证焊接的型材能够相互垂直,另外还可以通过底座保证焊接型材的平整度,进一步提高焊接质量。本实用新型提供的型材垂直焊接夹具主要适用于方舱等包括型材骨架并且需要保证型材垂直焊接的结构,通过本型材垂直焊接夹具的应用可以提高型材骨架的焊接质量,从而提高整体结构的质量。
技术特征:
1.一种型材垂直焊接夹具,其特征在于,包括:底座、顶块和锁紧机构,其中,
2.根据权利要求1所述的型材垂直焊接夹具,其特征在于,所述支撑板为平板结构,所述第一限位板、所述第二限位板及所述支架均与所述支撑板为一体结构。
3.根据权利要求2所述的型材垂直焊接夹具,其特征在于,所述支撑板包括第一支撑部和第二支撑部,所述第一支撑部和第二支撑部为矩形结构,
4.根据权利要求3所述的型材垂直焊接夹具,其特征在于,所述第一支撑部与所述第二支撑部垂直设置。
5.根据权利要求3所述的型材垂直焊接夹具,其特征在于,所述第一限位板形成在所述第一支撑部的第二端,
6.根据权利要求1-5任一项所述的型材垂直焊接夹具,其特征在于,所述支架上设置螺纹孔,
7.根据权利要求6所述的型材垂直焊接夹具,其特征在于,所述支架上固定设置有螺母,所述螺纹孔形成在所述螺母内。
8.根据权利要求6所述的型材垂直焊接夹具,其特征在于,所述螺杆的第一端穿过所述螺纹孔与所述顶块可转动连接,所述螺杆转动可带动所述顶块直线移动。
9.根据权利要求8所述的型材垂直焊接夹具,其特征在于,所述顶块为板状结构,包括连接段、第一压紧段和第二压紧段,所述连接段连接在所述第一压紧段和所述第二压紧段之间,所述第一压紧段和所述第二压紧段之间形成夹角。
10.根据权利要求9所述的型材垂直焊接夹具,其特征在于,所述第一压紧段上形成有所述第一压紧面,所述第二压紧段上形成有第二压紧面,所述螺杆与所述连接段连接。
技术总结
本技术公开了一种型材垂直焊接夹具,包括:底座、顶块和锁紧机构,其中,底座包括支撑板,支撑板上形成有支撑平面,支撑板上形成有第一限位板和第二限位板,第一限位板和第二限位板与支撑平面垂直设置,第一限位板和第二限位板相互垂直,并相互分离设置;支撑板上还形成有支架,锁紧机构设置在支架上,顶块与锁紧机构连接,锁紧机构用于控制顶块移动;顶块上形成第一压紧面和第二压紧面,其中,第一压紧面与第一限位板平行设置,第二压紧面与第二限位板平行设置。本技术用于辅助相互垂直的型材焊接,通过底座和顶块配合,可以保证焊接的型材能够相互垂直,另外还可以通过底座保证焊接型材的平整度,进一步提高焊接质量。
技术研发人员:郭晨明,张世超,张德阳,张建伟
受保护的技术使用者:郑州佛光发电设备股份有限公司
技术研发日:20230411
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!