一种利用材料流动性成型加工带有沙拉孔导向孔的模具的制作方法
本技术涉及汽车制造领域,尤其是涉及快速装配导向结构、缓冲材料填充空间,具体为一种利用材料流动性成型加工带有沙拉孔导向孔的模具。
背景技术:
1、在汽车制造行业等机械结构中,经常需要用到快速装配导向结构或者缓冲材料填充空间,为此在结构设计过程中,通常会在装配结构之间增加锥形导向结构方便过程装配的快速实施,在钣金的装配结构中也需要这类结构。
2、以往此类结构一般采用单独锥形导向件焊接产生导向结构或者通过增加定位销和定位孔进行定位,两种解决方案工艺更加复杂、生产成本高、结构空间和重量更大不复合轻量化的要求。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种利用材料流动性成型加工带有沙拉孔导向孔的模具,用于解决现有技术的难点。
2、实现上述目的及其他相关目的,本实用新型提供一种利用材料流动性成型加工带有沙拉孔导向孔的工艺,包括以下步骤:
3、步骤s1:凸张:
4、在平板上成型立体结构,根据材料的流动性将沙拉孔周边的材料拉扯到成型位置;
5、步骤s2:缩口成型:
6、将采用步骤s1凸张工序拉扯进成型范围的材料,通过相对于步骤s1凸张工序直径减小的冲头和凹模,在其作用下使材料的表面积减小,但体积不变,增加成型部分的厚度;
7、步骤s3:缩口和镦挤成型:
8、对经过步骤s2的材料进一步缩口成型,达到最终成品的直径要求;
9、步骤s4:倒角:
10、在采用步骤s3形成的半成型沙拉孔的底部采用反向冲头镦挤的方法,在沙拉孔底部下方镦挤产生一个两侧斜面,中间平面的结构;
11、步骤s5:预冲孔:
12、对经过步骤s4的半成型沙拉孔进行冲压成孔,去除内侧材料,为翻孔做准备;
13、步骤s6:减薄翻孔:
14、通过减薄工艺对经过步骤s5的半成型沙拉孔进行翻孔并实现对侧壁料厚的压缩。
15、根据优选方案,步骤s1中材料凸张成型的直径需大于最终成型特征的直径。
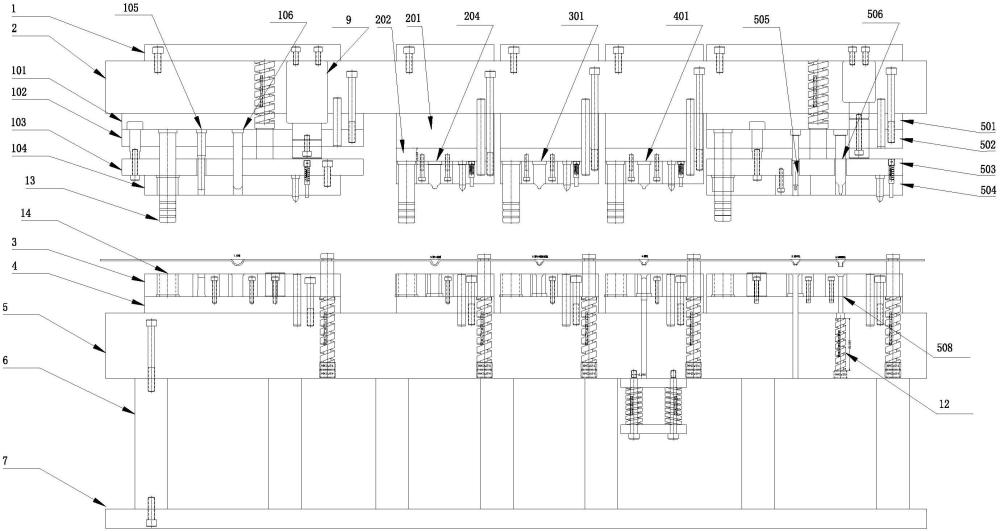
16、一种利用材料流动性成型加工带有沙拉孔导向孔的模具,包括上模组件和设置在上模组件下方的下模组件;
17、所述上模组件和下模组件之间沿着材料移动方向依次设置有对应凸张、缩口成型、缩口和镦挤成型、倒角、预冲孔和减薄翻孔的第一组模板、第二组模板、第三组模板、第四组模板、第五组模板;
18、所述第一组模板、第二组模板、第三组模板、第四组模板、第五组模板同时随着上模组件的作用下与下模组件相对运动。
19、根据优选方案,上模组件包括从上至下依次设置的上垫板1和上模座2、上垫板1通过螺钉与上模座2连接。
20、根据优选方案,下模组件包括从上至下依次设置的凹模板3、下垫板4、下模座5、模脚6、下座板7。
21、根据优选方案,第一组模板包括安装在上模组件下方的一号垫板101、一号上固定板102、一号卸料板垫板103和一号卸料板104;
22、所述一号上固定板102上安装有沿着材料移动方向设置的导正钉预冲孔冲头105和第一步冲头106:
23、还包括安装在下模组件上方的对应导正钉预冲孔冲头105和第一步冲头106的第一步凹模107并与一号卸料板104滑配安装。
24、根据优选方案,一号卸料板104和一号卸料板垫板103用螺钉连接成一个组件并通过卸料螺钉组件13挂在一号上固定板102上。
25、根据优选方案,在一号上固定板102上的导柱13向下延伸并通过安装在一号卸料板104上的导套实现卸料组件的上下精密滑动,对应的在下模组件的凹模板3上设置有导套14。
26、根据优选方案,第二组模板、第三组模板、第四组模板均分别包括安装在上模组件下方的增高块201、二号垫板202和二号上固定板203;
27、每个所述二号上固定板203上对应成型需求安装有对应的第二步冲头204、第三步冲头301和第四步反向倒角冲头401,所述第二步冲头204、第三步冲头301和第四步反向倒角冲头401位于冲头底部开始缩径的位置设置有成型端面205,所述成型端面205的外径大于沙拉孔的顶部外径;
28、成型过程中,成型端面205将材料向下成型推挤到凹模型腔内;
29、还包括安装在下模组件上方的对应第二步冲头204、第三步冲头301和第四步反向倒角冲头401的第二步凹模206、第三步凹模302和第四步凹模402;
30、所述第四步凹模402位于第四步反向倒角冲头401的正下方设置有一号废料孔403;
31、所述下模组件的下模座5位于第四组模板的下方安装有弹簧组件404。
32、根据优选方案,第五组模板包括安装在上模组件下方的三号垫板501、三号上固定板502、二号卸料板垫板503和二号卸料板504;
33、所述三号上固定板502上安装有沿着材料移动方向设置的第五步冲孔冲头505和第六步变薄翻孔冲头506;
34、还包括安装在下模组件上方的对应第五步冲孔冲头505和第六步变薄翻孔冲头506的第五步凹模507和第六步凹模508;
35、所述第五步凹模507位于第五步冲孔冲头505的正下方设置有二号废料孔509。
36、根据优选方案,位于第六步变薄翻孔冲头506的正下方,在下模座5内安装有浮升顶杆组件。
37、根据优选方案,第一组模板和第五组模板内还设置有弹簧8和氮气弹簧9;
38、所述弹簧8和氮气弹簧9均通过螺钉连接安装在上模组件内,作用在下方的卸料组件上。
39、根据优选方案,第一组模板、第二组模板、第三组模板、第四组模板、第五组模板内位于出料端的方向上均在底部安装有导正钉10和顶料组件11。
40、根据优选方案,下模组件对应所述第一组模板、第二组模板、第三组模板、第四组模板、第五组模板在下模座5内均安装有浮升导料组件12。
41、本实用新型利用冲压材料的流动性,灵活利用多种常见的冲压工艺,在平面结构表面冲压成型,加工出尺寸精度、导向精度、表面光洁度均满足使用要求的立体锥面导向结构,该工艺模具结构稳定,量产稳定性好,非常适合大规模批量生产。
42、下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
技术特征:
1.一种利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,包括上模组件和设置在上模组件下方的下模组件;
2.根据权利要求1所述的利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,所述第一组模板包括安装在上模组件下方的一号垫板(101)、一号上固定板(102)、一号卸料板垫板(103)和一号卸料板(104);
3.根据权利要求2所述的利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,所述第二组模板、第三组模板、第四组模板均分别包括安装在上模组件下方的增高块(201)、二号垫板(202)和二号上固定板(203);
4.根据权利要求3所述的利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,所述第五组模板包括安装在上模组件下方的三号垫板(501)、三号上固定板(502)、二号卸料板垫板(503)和二号卸料板(504);
5.根据权利要求4所述的利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,所述第一组模板和第五组模板内还设置有弹簧(8)和氮气弹簧(9);
6.根据权利要求5所述的利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,所述第一组模板、第二组模板、第三组模板、第四组模板、第五组模板内位于出料端的方向上均在底部安装有导正钉(10)和顶料组件(11)。
7.根据权利要求6所述的利用材料流动性成型加工带有沙拉孔导向孔的模具,其特征在于,所述下模组件对应所述第一组模板、第二组模板、第三组模板、第四组模板、第五组模板在下模座(5)内均安装有浮升导料组件(12)。
技术总结
本技术提供一种利用材料流动性成型加工带有沙拉孔导向孔的模具,包括凸张:在平板上成型立体结构,根据材料的流动性将沙拉孔周边的材料拉扯到成型位置;将采用凸张工序拉扯进成型范围的材料,使材料的表面积减小;对材料进一步缩口和镦挤成型,达到最终成品的直径要求;在成型沙拉孔的底部采用反向冲头镦挤的方法,在沙拉孔底部下方镦挤产生倒角结构;对半成型沙拉孔进行冲压成孔,为翻孔做准备;通过减薄工艺对半成型沙拉孔进行翻孔并实现对侧壁料厚的压缩。本技术利用冲压材料的流动性,在平面结构表面冲压成型,加工出尺寸精度、导向精度、表面光洁度均满足使用要求的立体锥面导向结构。
技术研发人员:徐尚华
受保护的技术使用者:无锡科里斯特科技有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!