一种摆线马达壳体加工用涨芯夹具的制作方法
本技术涉及机床加工工件,尤其是一种摆线马达壳体加工用涨芯夹具。
背景技术:
1、在数控车床加工过程中,需要将工件直接固定在卡盘上进行加工,目前的工件装配无法快速夹持及放松,导致操作人员在安装时十分费力,费时费力。
技术实现思路
1、本实用新型要解决的技术问题是:为了解决上述背景技术中存在的问题,提供一种改进的夹具,解决目前市面上的工件装配无法快速夹持及放松,导致操作人员在安装时十分费力,费时费力的问题。
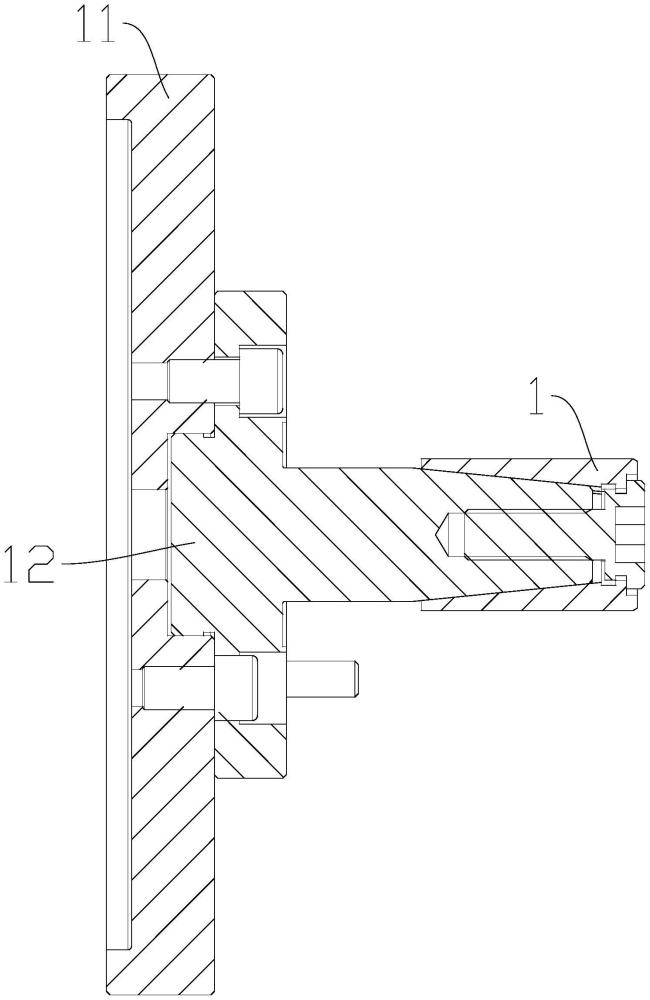
2、本实用新型解决其技术问题所采用的技术方案是:一种摆线马达壳体加工用涨芯夹具,包括夹具体、芯轴和主套筒,所述的主套筒内部开设有从上往下逐渐变大的内部装配扩孔口,所述主套筒外侧面开设有下端开口的下置收紧开槽,所述主套筒外侧面位于下置收紧开槽两侧开设有上端开口的上置收紧开槽,所述主套筒外侧面开设有与下置收紧开槽顶部相连通的上置侧向装配孔,所述主套筒外侧面开设有与上置收紧开槽底部相连通的下置侧向装配孔,所述上置侧向装配孔外侧面设有外部安装扩口。
3、所述的内部装配扩孔口内侧面位于上端开口位置从下往上分别开设有下置开槽、中置开槽和上置开槽。
4、所述下置开槽的内直径为28-28.1mm;中置开槽的内直径为24.99-25mm;上置开槽的内直径为33.5-33.6mm。
5、所述下置侧向装配孔的孔心与主套筒底部的距离为8.5mm;上置侧向装配孔的孔心与主套筒上表面的距离为15mm。
6、所述主套筒上端边缘位置具有角度为30°的倒角。
7、所述主套筒外侧面的下置收紧开槽和上置收紧开槽间隔排列,下置收紧开槽和上置收紧开槽之间的间距相同。
8、本实用新型的有益效果是:
9、(1)本实用新型的一种摆线马达壳体加工用涨芯夹具通过间隔排列下置收紧开槽和上置收紧开槽可以快速夹持及放松,能够极大的减少人员劳动强度;
10、(2)通过在下置收紧开槽顶部开设上置侧向装配孔,在上置收紧开槽底部开设下置侧向装配孔,可以提升装配后的牢固度与稳定性。
技术特征:
1.一种摆线马达壳体加工用涨芯夹具,包括夹具体(11)、芯轴(12)和主套筒(1),其特征是:所述的主套筒(1)内部开设有从上往下逐渐变大的内部装配扩孔口(2),所述主套筒(1)外侧面开设有下端开口的下置收紧开槽(3),所述主套筒(1)外侧面位于下置收紧开槽(3)两侧开设有上端开口的上置收紧开槽(4),所述主套筒(1)外侧面开设有与下置收紧开槽(3)顶部相连通的上置侧向装配孔(5),所述主套筒(1)外侧面开设有与上置收紧开槽(4)底部相连通的下置侧向装配孔(6),所述上置侧向装配孔(5)外侧面设有外部安装扩口(7)。
2.根据权利要求1所述的一种摆线马达壳体加工用涨芯夹具,其特征是:所述的内部装配扩孔口(2)内侧面位于上端开口位置从下往上分别开设有下置开槽(8)、中置开槽(9)和上置开槽(10)。
3.根据权利要求2所述的一种摆线马达壳体加工用涨芯夹具,其特征是:所述下置开槽(8)的内直径为28-28.1mm;中置开槽(9)的内直径为24.99-25mm;上置开槽(10)的内直径为33.5-33.6mm。
4.根据权利要求1所述的一种摆线马达壳体加工用涨芯夹具,其特征是:所述下置侧向装配孔(6)的孔心与主套筒(1)底部的距离为8.5mm;上置侧向装配孔(5)的孔心与主套筒(1)上表面的距离为15mm。
5.根据权利要求1所述的一种摆线马达壳体加工用涨芯夹具,其特征是:所述主套筒(1)上端边缘位置具有角度为30°的倒角。
6.根据权利要求1所述的一种摆线马达壳体加工用涨芯夹具,其特征是:所述主套筒(1)外侧面的下置收紧开槽(3)和上置收紧开槽(4)间隔排列,下置收紧开槽(3)和上置收紧开槽(4)之间的间距相同。
技术总结
本技术涉及机床加工工件技术领域,尤其是一种摆线马达壳体加工用涨芯夹具,包括主套筒,主套筒内部开设有从上往下逐渐变大的内部装配扩孔口,主套筒外侧面开设有下端开口的下置收紧开槽。本技术的一种摆线马达壳体加工用涨芯夹具通过间隔排列下置收紧开槽和上置收紧开槽可以快速夹持及放松,能够极大的减少人员劳动强度;通过在下置收紧开槽顶部开设上置侧向装配孔,在上置收紧开槽底部开设下置侧向装配孔,可以提升装配后的牢固度与稳定性。
技术研发人员:吴方明,阚亚威,王文星,尹建光
受保护的技术使用者:镇江大力液压马达股份有限公司
技术研发日:20230414
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!