一种包芯线送丝自动矫正装置的制作方法
本技术涉及金属冶金,具体而言,涉及一种包芯线送丝自动矫正装置。
背景技术:
1、包芯线由带形钢带包卷合金粉末而成,根据合金粉末的不同可以分为:硅钙包芯线、硅锰钙线、硅钙钡线、钡铝线、铝钙线、钙铁线、纯钙线等等,缠绕外观类似线圈。包芯线可以更加有效的在炼钢或铸造的过程中将冶炼材料加入钢水或铁水中,通过专业的喂线设备可将包芯线插入到理想的位置,当包芯线表皮溶化后线芯可在理想的位置得到充分的溶解并产生化学反应,有效的避免了与空气、熔渣的反应,提高了冶炼材料的吸收率,广泛用作脱氧剂、脱硫剂、合金添加剂,可以改变钢水夹杂物形态,有效提升炼钢铸造产品的质量。
2、现有的喂丝机主要由两部分构成,喂丝机本体及与喂丝机本体上的升降机构连接的喂丝导管,但喂丝导管采用弯头设计,如图4所示,由一根与喂丝机本体的出丝口配的直导管、与直导管连接的引导弯管及与引导弯管连接的喂丝管构成,且三者之间为整体设计,不可拆卸;此种设计导致喂入的包芯线在进入引导弯管部分很容易弯曲变形,以至于进入铁水中的包芯线喂料长度不准确,吸收率极为不稳定,影响了合金生产质量,因此,现有的喂丝导管有待改进。
技术实现思路
1、本实用新型的目的是为了解决上述背景技术中提出的问题,继而提出了一种包芯线送丝自动矫正装置。
2、本实用新型解决其技术问题所采取的技术方案是:
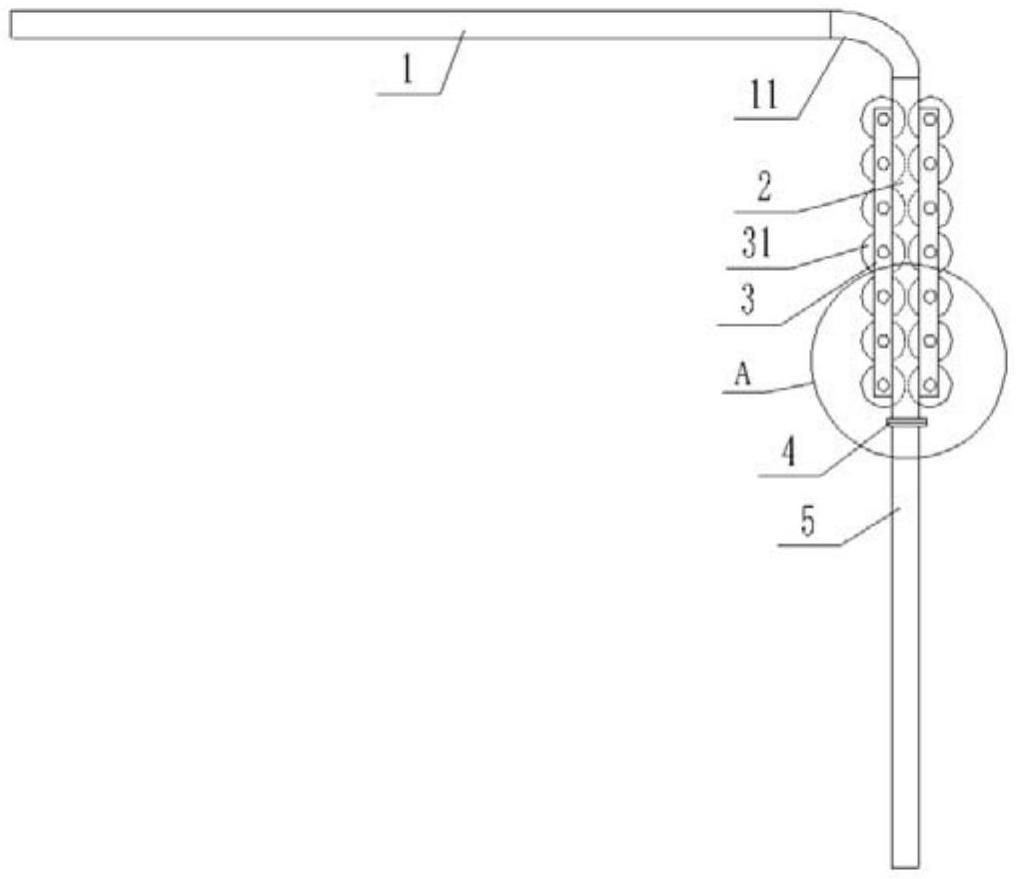
3、一种包芯线送丝自动矫正装置,包括直导管、引导弯管和喂丝管,引导弯管和喂丝管之间设有矫正管,矫正管上对称设置有两个空腔,每个空腔处均设置有安装架,安装架上转动连接有若干校直轮,相对两组校直轮之间形成有校直通道,校直轮一部分伸入矫正管内。
4、进一步的,所述校直轮伸入矫正管部分不超过校直轮直径的1/3以避免包芯线进线过程中与校直轮的轮体部分接触过多而影响其进线效果。
5、进一步的,所述直导管、引导弯管及矫正管均采用不锈钢材质以避免生锈而影响包芯线送丝效果及送丝质量。
6、进一步的,所述喂丝管采用15crmog耐热钢以避免其高温产生形变,提高其使用寿命。
7、进一步的,所述喂丝管与矫正管之间采用连接件连接以便于喂丝管受损后的快速更换。
8、进一步的,所述连接件包括两块安装套板,喂丝管与矫正管上各设有一个安装套板,两个安装套板之间通过螺栓连接。
9、进一步的,所述连接件采用内螺纹管座,喂丝管和矫正管上均设有外螺纹,喂丝管和矫正管通过内螺纹管座螺纹连接。
10、进一步的,所述喂丝管的长度不超过0.5m以节省材料的使用成本。
11、与现有技术相比,本实用新型的有益效果是:
12、1.本实用新型通过在引导弯管和喂丝管之间设计矫正管,当包芯线进入矫正管后,矫正管内的两组校直轮会对其进行束缚,使其仅沿着两组校直轮之间的校直通道直线运动,从而防止了包芯线产生弯曲变形,整个结构设计简单,使用效果好,使得进入铁水中的包芯线喂料长度准确,铁水吸收率稳定。
13、2.本实用新型中喂丝管与矫正管之间采用连接件连接,当喂丝管因高温受损后便于对其进行快速更换。
技术特征:
1.一种包芯线送丝自动矫正装置,包括直导管(1)、引导弯管(11)和喂丝管(5),其特征在于,引导弯管(11)和喂丝管(5)之间设有矫正管(2),矫正管(2)上对称设置有两个空腔(21),每个空腔(21)处均设置有安装架(3),安装架(3)上转动连接有若干校直轮(31),相对两组校直轮(31)之间形成有校直通道,校直轮(31)一部分伸入矫正管(2)内。
2.根据权利要求1所述的一种包芯线送丝自动矫正装置,其特征在于,所述校直轮(31)伸入矫正管(2)部分不超过校直轮(31)直径的1/3。
3.根据权利要求1所述的一种包芯线送丝自动矫正装置,其特征在于,所述直导管(1)、引导弯管(11)及矫正管(2)均采用不锈钢材质。
4.根据权利要求1所述的一种包芯线送丝自动矫正装置,其特征在于,所述喂丝管(5)采用15crmog耐热钢。
5.根据权利要求1所述的一种包芯线送丝自动矫正装置,其特征在于,所述喂丝管(5)与矫正管(2)之间采用连接件(4)连接。
6.根据权利要求5所述的一种包芯线送丝自动矫正装置,其特征在于,所述连接件(4)包括两块安装套板,喂丝管(5)与矫正管(2)上各设有一个安装套板,两个安装套板之间通过螺栓连接。
7.根据权利要求5所述的一种包芯线送丝自动矫正装置,其特征在于,所述连接件(4)采用内螺纹管座,喂丝管(5)和矫正管(2)上均设有外螺纹,喂丝管(5)和矫正管(2)通过内螺纹管座螺纹连接。
8.根据权利要求1或5所述的一种包芯线送丝自动矫正装置,其特征在于,所述喂丝管(5)的长度不超过0.5m。
技术总结
本技术提出了一种包芯线送丝自动矫正装置,涉及金属冶金技术领域,包括直导管、引导弯管和喂丝管,引导弯管和喂丝管之间设有矫正管,矫正管上对称设置有两个空腔,每个空腔处均设置有安装架,安装架上转动连接有若干校直轮,相对两组校直轮之间形成有校直通道,校直轮一部分伸入矫正管内;本装置通过在引导弯管和喂丝管之间设计矫正管,当包芯线进入矫正管后,矫正管内的两组校直轮会对其进行束缚,使其仅沿着两组校直轮之间的校直通道直线运动,从而防止了包芯线产生弯曲变形,大大提高了包芯线送线效果。
技术研发人员:张锡昌,魏述友,亓玉海
受保护的技术使用者:山东鸿昌铁合金有限公司
技术研发日:20230419
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!