一种薄壁深孔零件镗削加工的机床装置
本技术涉及车床切削加工,特别涉及一种薄壁深孔零件镗削加工的机床装置。
背景技术:
1、在车床切削加工生产中,对薄壁深孔的加工是一种难度较大的加工工艺(如图1所示),这类零件的内孔长,表面粗糙度要求高,由于镗孔刀刀杆细长,钢性差,冷却困难,切削不容易排出;又因刀具在工件内部切削,刀具的磨损和刀头的损坏都无法观察到。因此一般的加工方法很难保证要求,甚至无法进行加工。
技术实现思路
1、本实用新型的主要目的在于提出一种薄壁深孔零件镗削加工的机床装置,旨在解决薄壁深孔零件镗削加工中镗刀杆刚性不足,振动和让刀现象严重的问题。
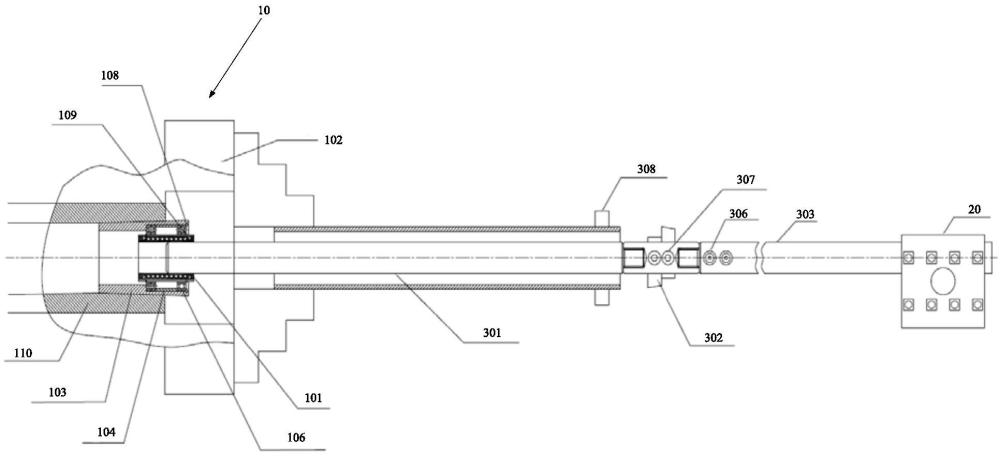
2、为实现上述目的,本实用新型提供了一种薄壁深孔零件镗削加工的机床装置,包括刀杆支承座、刀架和镗孔刀;
3、所述镗孔刀包括导向杆、镗孔刀头安装座和刀杆,所述刀杆支承座内设置有直线轴承,镗孔时,所述导向杆的一端在所述直线轴承内移动,所述导向杆的另一端与所述镗孔刀头安装座的一端连接,所述镗孔刀头安装座的另一端与所述刀杆的一端连接,所述刀杆的另一端与所述刀架连接;所述镗孔刀头安装座上安装有一正一反两把镗孔刀头,所述两把镗孔刀头同时切削把所述两把镗孔刀头切削时产生的径向切削力相互抵消。
4、本实用新型进一步的技术方案是,所述镗孔刀头安装座上在靠近所述两把镗孔刀头处设置有两支撑柱。
5、本实用新型进一步的技术方案是,所述镗孔刀头安装座的两端设置有内螺纹,所述导向杆、刀杆与所述镗孔刀头安装座螺纹连接。
6、本实用新型进一步的技术方案是,所述导向杆和/或所述刀杆的靠近所述镗孔刀头安装座的一端设置有中心架。
7、本实用新型进一步的技术方案是,所述刀架通过中拖板设置于车床上。
8、本实用新型进一步的技术方案是,所述车床设置有高压冷却泵,所述高压冷却泵内的冷却液通过与所述刀杆连接的水管进入所述刀杆的内孔。
9、本实用新型进一步的技术方案是,所述两把镗孔刀头的主偏角控制在75°至93°之间。
10、本实用新型进一步的技术方案是,所述两把镗孔刀头的半径r<0.3,倒棱的宽度取走刀量的二分之一。
11、本实用新型进一步的技术方案是,所述两把镗孔刀头的前角在15°到30°之间。
12、本实用新型进一步的技术方案是,所述两把镗孔刀头的前面磨有半径r为1.5-3的断屑槽,所述两把镗孔刀头的刃倾角在-3°到-10之间。
13、本实用新型薄壁深孔零件镗削加工的机床装置的有益效果是:本实用新型通过上述技术方案,包括刀杆支承座、刀架和镗孔刀;所述镗孔刀包括导向杆、镗孔刀头安装座和刀杆,所述刀杆支承座内设置有直线轴承,镗孔时,所述导向杆的一端在所述直线轴承内移动,所述导向杆的另一端与所述镗孔刀头安装座的一端连接,所述镗孔刀头安装座的另一端与所述刀杆的一端连接,所述刀杆的另一端与所述刀架连接;所述镗孔刀头安装座上安装有一正一反两把镗孔刀头,所述两把镗孔刀头同时切削把所述两把镗孔刀头切削时产生的径向切削力相互抵消,解决了薄壁深孔零件镗削加工中镗刀杆刚性不足,振动和让刀现象严重的问题。
技术特征:
1.一种薄壁深孔零件镗削加工的机床装置,其特征在于,包括刀杆支承座、刀架和镗孔刀;
2.根据权利要求1所述的薄壁深孔零件镗削加工的机床装置,其特征在于,所述镗孔刀头安装座上在靠近所述两把镗孔刀头处设置有两支撑柱。
3.根据权利要求1所述的薄壁深孔零件镗削加工的机床装置,其特征在于,所述镗孔刀头安装座的两端设置有内螺纹,所述导向杆、刀杆与所述镗孔刀头安装座螺纹连接。
4.根据权利要求1所述的薄壁深孔零件镗削加工的机床装置,其特征在于,所述导向杆和/或所述刀杆的靠近所述镗孔刀头安装座的一端设置有中心架。
5.根据权利要求1所述的薄壁深孔零件镗削加工的机床装置,其特征在于,所述刀架通过中拖板设置于车床上。
6.根据权利要求5所述的薄壁深孔零件镗削加工的机床装置,其特征在于,所述车床设置有高压冷却泵,所述高压冷却泵内的冷却液通过与所述刀杆连接的水管进入所述刀杆的内孔。
7.根据权利要求1所述的薄壁深孔零件镗削加工的机床装置,其特征在于,所述两把镗孔刀头的主偏角控制在75°至93°之间。
技术总结
本技术公开了一种薄壁深孔零件镗削加工的机床装置,包括刀杆支承座、刀架和镗孔刀;所述镗孔刀包括导向杆、镗孔刀头安装座和刀杆,所述刀杆支承座内设置有直线轴承,镗孔时,所述导向杆的一端在所述直线轴承内移动,所述导向杆的另一端与所述镗孔刀头安装座的一端连接,所述镗孔刀头安装座的另一端与所述刀杆的一端连接,所述刀杆的另一端与所述刀架连接;所述镗孔刀头安装座上安装有一正一反两把镗孔刀头,所述两把镗孔刀头同时切削把所述两把镗孔刀头切削时产生的径向切削力相互抵消。本技术解决了薄壁深孔零件镗削加工中镗刀杆刚性不足,振动和让刀现象严重的问题。
技术研发人员:熊文在,李敏,杨捷顺
受保护的技术使用者:深圳技师学院(深圳高级技工学校)
技术研发日:20230427
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!