抽芯自动上料拉铆机构的制作方法
本技术涉及自动抽芯上料拉铆,尤其涉及抽芯自动上料拉铆机构。
背景技术:
1、抽芯铆钉是一类单面铆接用的铆钉,须使用专用工具拉铆枪进行铆接,铆接时,铆钉芯棒由专用铆枪拉动,使铆体膨胀,起到铆接作用,这类铆钉特别适用于不便采用普通铆钉(须从两面进行铆接)的铆接场合,故广泛用于建筑、汽车、船舶、飞机、机器、电器、家具等产品上。
2、但是在具体对于抽芯自动上料拉铆机构使用过程中,现有的拉铆作业过程,多使用手动上料,人工进行拉铆,拉铆效率低、人工拉铆不良率高,在长时间的作业强度下,会使得人工疲劳程度高,同时作业夹具较为简易,使得整体对于拉铆作业的工作效率低,不满足现代工艺的需求,因此,需要提出一种新型的抽芯自动上料拉铆机构。
技术实现思路
1、本实用新型主要提供一种方便提高加工效率、减少人工作业强度的抽芯自动上料拉铆机构。
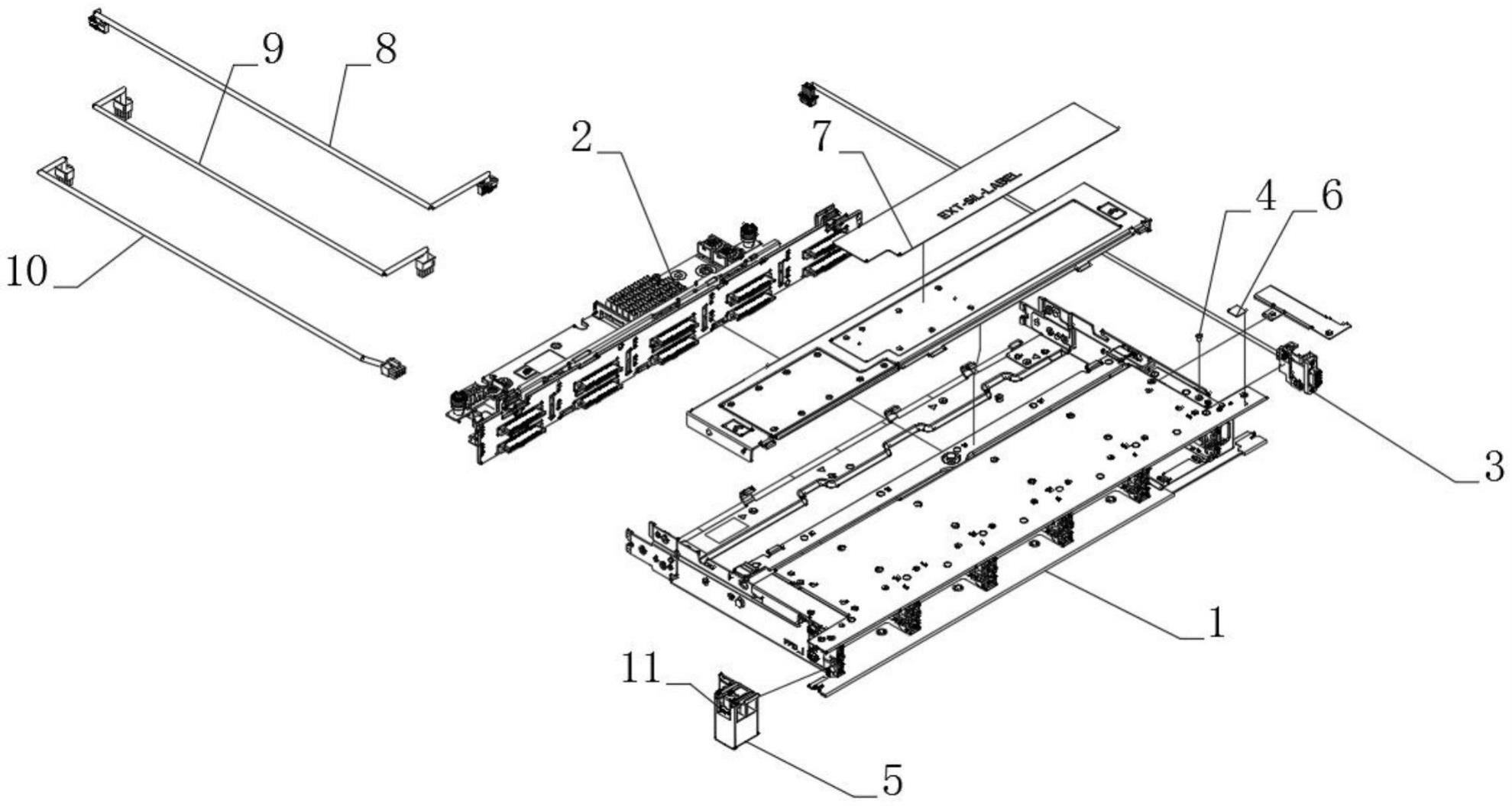
2、为了实现上述目的,本实用新型采用了如下技术方案:抽芯自动上料拉铆机构,包括:自动上钉机构,所述自动上钉机构的边侧通过安装底板紧固安装有工作台面,所述工作台面的顶壁表面相对立可紧固安装有两组外接机械手,所述自动上钉机构的内部底侧端等分设置有五组送料端,五组所述送料端的内侧顶部均安装设置有气动拉铆枪,所述自动上钉机构的左端安装边侧通过相对应所述气动拉铆枪线路连接有检查感应器,所述检查感应器的侧端通过连接导线端子信号连接有气动按压夹具,所述气动按压夹具设置于相对应五组所述送料端的上方,所述气动按压夹具的顶部安装设置有气缸,所述气缸的底部气动连接有挤压气杆,所述挤压气杆的底部相对应五组所述送料端的顶壁表面紧固安装有夹具,所述自动上钉机构的内部两端均安装设置有转齿座,所述转齿座的内部设置安装有转齿,所述转齿的边侧啮合连接有齿条,所述齿条的底侧端安装设置有电动滑轨,所述齿条的侧边相对立连接设置有管件板。
3、优选的,所述检查感应器的侧端连接导线端子电性连接设置有对接线缆,所述对接线缆的侧端对接端子和气缸顶部进行相连接,通过检查感应器和气缸的连接作用下,便于使得当气缸带动挤压气杆和夹具进行作业时,可以有效进行反馈至气动拉铆枪,使得气动拉铆枪对管件板上的铆钉进行作业加工。
4、优选的,所述电动滑轨的侧端电性连接有传输导线,所述传输导线的侧端对接有内置电源,通过内置电源的作用下,便于使得在传输导线作用下,使得电动滑轨带动管件板在自动上钉机构内部进行匀速上料作业。
5、优选的,所述气动拉铆枪的侧端连接有连接导线,所述连接导线的侧端通过对接端和所述检查感应器相连接,通过连接导线的作用下,使得气动拉铆枪和检查感应器通过连接端口相连接,便于使得当气缸进行作业后,可以使得气动拉铆枪对所需作业的铆钉进行精准加工作业。
6、优选的,所述自动上钉机构的右侧端紧固安装有保护板,所述保护板的顶部紧固安装有螺丝,所述自动上钉机构的顶部粘接安装有标识,通过螺丝使得保护板在自动上钉机构的右侧端进行安装,便于对检查感应器进行保护,保障检查感应器的作业使用寿命。
7、优选的,所述自动上钉机构设置为第一上料拉钉结构和第二上料拉钉结构,通过第一上料拉钉结构和第二上料拉钉结构使得自动上钉机构形成为分层作业结构,进一步提高整体的作业效率,保障了作业经济的增长。
8、与现有技术相比,本实用新型的优点和积极效果在于,
9、1、本实用新型中,通过检查感应器的作用下,便当内置电源使得在传输导线对电动滑轨进行驱动后,带动管件板在自动上钉机构内部进行匀速上料作业,进而通过检查感应器反馈至气缸,使得气缸带动挤压气杆和夹具进行夹持作业,同步使得气动拉铆枪对管件板上的铆钉进行作业加工,同时使得两组外接机械手配合着气动拉铆枪进行自动拉铆作业,有效降低现有的拉铆作业过程,多使用手动上料,人工进行拉铆,拉铆效率低、人工拉铆不良率高,在长时间的作业强度下,会使得人工疲劳程度高,同时作业夹具较为简易,使得整体对于拉铆作业的工作效率低,不满足现代工艺需求的问题。
10、2、本实用新型中,通过第一上料拉钉结构和第二上料拉钉结构使得自动上钉机构形成为分层作业结构,进一步提高整体的作业效率,保障了作业经济的增长。
技术特征:
1.抽芯自动上料拉铆机构,其特征在于,包括:
2.根据权利要求1所述的抽芯自动上料拉铆机构,其特征在于:所述检查感应器(3)的侧端连接导线端子电性连接设置有对接线缆(8),所述对接线缆(8)的侧端对接端子和气缸顶部进行相连接。
3.根据权利要求1所述的抽芯自动上料拉铆机构,其特征在于:所述电动滑轨的侧端电性连接有传输导线(9),所述传输导线(9)的侧端对接有内置电源。
4.根据权利要求1所述的抽芯自动上料拉铆机构,其特征在于:所述气动拉铆枪(16)的侧端连接有连接导线(10),所述连接导线(10)的侧端通过对接端和所述检查感应器(3)相连接,所述检查感应器(3)的侧端设置有连接端口(15)。
5.根据权利要求1所述的抽芯自动上料拉铆机构,其特征在于:所述自动上钉机构(1)的右侧端紧固安装有保护板(6),所述保护板(6)的顶部紧固安装有螺丝(4),所述自动上钉机构(1)的顶部粘接安装有标识(7)。
6.根据权利要求1所述的抽芯自动上料拉铆机构,其特征在于:所述自动上钉机构(1)设置为第一上料拉钉结构(101)和第二上料拉钉结构(102)。
技术总结
本技术提供抽芯自动上料拉铆机构,涉及自动抽芯上料拉铆技术领域,包括:自动上钉机构,自动上钉机构的边侧通过安装底板紧固安装有工作台面,通过检查感应器的作用下,便当内置电源使得在传输导线对电动滑轨进行驱动后,带动管件板在自动上钉机构内部进行匀速上料作业,进而通过检查感应器反馈至气缸,使得气缸带动挤压气杆和夹具进行夹持作业,同步使得气动拉铆枪在两组外接机械手的配合作用下对管件板上的铆钉进行自动拉铆作业加工,有效降低现有的拉铆作业过程,多使用手动上料,拉铆效率低、人工拉铆不良率高,在长时间的作业强度下,会使得人工疲劳程度高,使得整体拉铆作业的工作效率低,不满足现代工艺需求的问题。
技术研发人员:沈学,赵成,郭德民
受保护的技术使用者:安特(苏州)精密机械有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!