工件焊接定位装夹装置的制作方法
本技术属于工装夹具的。
背景技术:
1、如图1的工件,由组焊件1和组焊件2两款罩壳叠加,焊接一圈而成。工组焊件1与组焊件2斜接且同轴,需机器人自动焊接作业,工件准确定位并上下部分压住,工件定位较为困难。
技术实现思路
1、本实用新型提供一种工件焊接定位装夹装置,其结构简单,简单实现在工件的上下罩壳稳定叠加和工件的整体装夹,保证方便后续的焊接操作。
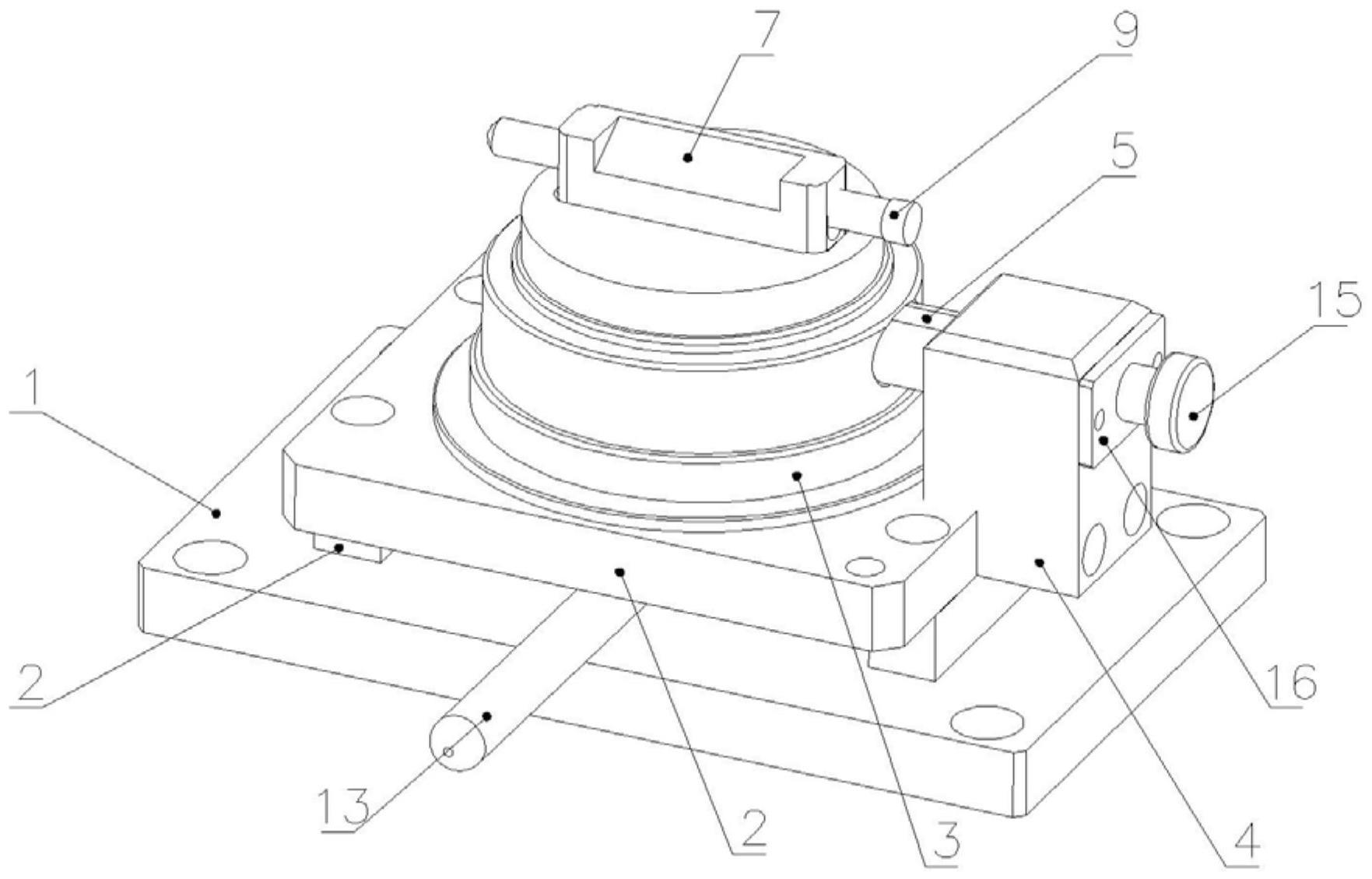
2、其技术方案是这样的:一种工件焊接定位装夹装置,其特征在于:其包括底座,所述底座上设置有底板,所述底板上设置有定位型芯,对应所述定位型芯设置有定位插销座,所述定位插销座内设置有定位插销,所述定位型芯上设置有与所述定位插销配合的定位插销孔,所述定位型芯上设置有内滑块,所述内滑块上部设置有活动定位压紧销孔,对应所述活动定位压紧销孔设置有活动定位压紧销,所述内滑块通过螺纹连接松紧螺杆。
3、其进一步特征在于,所述松紧螺杆端部通过蜗轮蜗杆连接松压操作柄;所述松压操作柄设置在所述底座和所述底板的空间内;所述定位插销座连接所述底板;所述定位插销座上设置有通孔,所述定位插销设置在所述通孔内连接插销手柄;所述定位插销座上设置有插销挡板。
4、本实用新型采用上述结构,底座上设置有底板,底板上设置有定位型芯,对应定位型芯设置有定位插销座,定位插销座内设置有定位插销,定位型芯上设置有与定位插销配合的定位插销孔,定位型芯上设置有内滑块,内滑块上部设置有活动定位压紧销孔,对应活动定位压紧销孔设置有活动定位压紧销,内滑块通过螺纹连接松紧螺杆,定位工件时,定位插销会插入定位型芯的定位插销孔内,定位稳定可靠,先拔出活动定位压紧销,装上组焊工件后,定位型芯起到中心定位作用,人工对着组焊工件的定位孔插入活动定位压紧销,同时插过内滑块的活动定位压紧销孔,从组焊工件的对过定位孔中穿出,旋转松紧螺杆,带动内滑块上下运动,从而带动活动定位压紧销压紧工件,简单实现在工件的上下罩壳稳定叠加和工件的整体装夹,保证方便后续的焊接操作。
技术特征:
1.一种工件焊接定位装夹装置,其特征在于:其包括底座,所述底座上设置有底板,所述底板上设置有定位型芯,对应所述定位型芯设置有定位插销座,所述定位插销座内设置有定位插销,所述定位型芯上设置有与所述定位插销配合的定位插销孔,所述定位型芯上设置有内滑块,所述内滑块上部设置有活动定位压紧销孔,对应所述活动定位压紧销孔设置有活动定位压紧销,所述内滑块通过螺纹连接松紧螺杆。
2.根据权利要求1所述的工件焊接定位装夹装置,其特征在于:所述松紧螺杆端部通过蜗轮蜗杆连接松压操作柄。
3.根据权利要求2所述的工件焊接定位装夹装置,其特征在于:所述松压操作柄设置在所述底座和所述底板的空间内。
4.根据权利要求1所述的工件焊接定位装夹装置,其特征在于:所述定位插销座连接所述底板。
5.根据权利要求1所述的工件焊接定位装夹装置,其特征在于:所述定位插销座上设置有通孔,所述定位插销设置在所述通孔内连接插销手柄。
6.根据权利要求1所述的工件焊接定位装夹装置,其特征在于:所述定位插销座上设置有插销挡板。
技术总结
本技术提供一种工件焊接定位装夹装置,其结构简单,简单实现在工件的上下罩壳稳定叠加和工件的整体装夹,保证方便后续的焊接操作,其包括底座,所述底座上设置有底板,底板上设置有定位型芯,对应所述定位型芯设置有定位插销座,所述定位插销座内设置有定位插销,定位型芯上设置有与所述定位插销配合的定位插销孔,定位型芯上设置有内滑块,内滑块上部设置有活动定位压紧销孔,对应活动定位压紧销孔设置有活动定位压紧销,内滑块通过螺纹连接松紧螺杆。
技术研发人员:张正峰,吴建强
受保护的技术使用者:江苏九众九自动化科技有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!