一种电池钢壳多工位成型机的制作方法
本技术属于电池钢壳生产,具体涉及一种电池钢壳多工位成型机。
背景技术:
1、电池在加工生产时,都会在电池的外部设置一个钢壳,由于电池的内芯为圆柱型,其钢壳也会根据电池内芯的型号配合拉伸呈圆柱型,在对电池钢壳加工时,通过拉伸柱与槽位配合对钢片原料产生拉伸,在拉伸后,槽位的外援与拉伸柱配合后会形成废料,而对于废料需要人工对其切除,极易造成切口不平整,且切除边角料时会产生一定的边角废屑,边角废屑落入槽位中,对拉伸上冲杆配合槽位成型钢壳时,钢壳的外壁造成凹凸不平,影响钢壳被加工质量,因此需要人工对槽位内清理后再进行钢壳的拉伸加工,增加人工劳动成本的同时,降低对电池钢壳加工效率以及对电池钢壳加工质量;
2、经检索cn202210325523.8一种圆柱电池钢壳拉伸成型专用凹模装置,中部支撑架内左右对称安装有两个四号气缸,四号气缸的输出轴朝前设置,中部支撑架内滑动连接有一个第二滑动架,每个四号气缸的输出轴均连接在第二滑动架上,四号气缸能推动第二滑动架前后滑动,第二滑动架内安装有多个磁铁,第二滑动架的底面前端固定有一个直切刀,直切刀的刀刃朝前,实现通过冲压成型柱两侧的两个第二滑动板会从这些废料底部将电池钢壳从冲压模具中取出,然后再与第二滑动架上的直切刀和磁铁配合,将电池钢壳顶部的废料切除,同时磁铁会将切掉的废料吸住,使废料无法掉落到设备内部;
3、在对废料通过磁吸的方式磁吸,在对磁吸后的废料依然需要人工清理,且切边产生的碎屑废料在通过人工清理时,无法完全清理,碎屑依然存在落入槽位中的问题,增加工人清理钢壳加工台面以及槽位内劳动强度。
技术实现思路
1、本实用新型的目的在于提供一种电池钢壳多工位成型机,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种电池钢壳多工位成型机,包括底模具、通过导向杆设于底模具上方的上模具以及均布在上模具和底模具上的若干个拉伸上冲杆和成型模块;
4、所述拉伸上冲杆固定在上模具底面,且拉伸上冲杆的末端设于成型模块的槽位上方,所述拉伸上冲杆上通过环形调节座设有呈环形的独立切刀;
5、所述槽位外缘设有对独立切刀承载的弧形凹槽,且若干个槽位外缘的弧形凹槽相接通,弧形凹槽的末端呈斜坡连接有废料排出槽,上模具的底面设有位于废料排出槽上方对废料排出槽内废料抵压排出的排屑杆。
6、进一步的,所述环形调节座的连接端呈开口,且连接端通过自锁螺筒与拉伸上冲杆的外壁螺接对开口锁紧固定。
7、进一步的,所述拉伸上冲杆内部设有加热空腔,加热空腔和槽位内底面分别相接通有进气管,并通过进气管相接通有热风机。
8、进一步的,所述废料排出槽的底端与底模具上的接屑槽相接通,且接屑槽上相接通有排出口。
9、进一步的,所述独立切刀与弧形凹槽内侧外壁贴合配合槽位对钢壳形成扩口。
10、本实用新型具有以下技术效果和优点:
11、该电池钢壳多工位成型机,在拉伸上冲杆上设置独立切刀,以及在槽位外缘设置配合独立切刀对钢壳切断加工并与废料排出槽相接通的弧形凹槽,独立切刀根据拉伸上冲杆与槽位对钢壳加工的高度调节,并对独立切刀固定在拉伸上冲杆的外壁上;
12、实现拉伸上冲杆通过上模具下移进入槽位内,配合对底模具上固定的钢片拉伸形成钢壳时,拉伸上冲杆随着上模具的下移,进入槽位内,对槽位上方的钢片产生抵压拉伸的效果,并在槽位内配合槽位的限制形成钢壳,拉伸上冲杆的末端位于槽位内底端的同时独立切刀位于钢片的上方,并对钢片产生裁断的效果,裁断钢片所形成的碎屑落在弧形凹槽内,并通过弧形凹槽对碎屑承接,随着弧形凹槽的倾斜进入废料排出槽内,实现对裁断钢片所产生的碎屑收集并排出;
13、由于独立切刀呈环形配合拉伸上冲杆对钢片裁断,在对钢壳成型并配合裁断后,钢片依然呈一个整体的结构,工人只需对底模具上的钢片直接取下即可,无需工人再次对加工钢壳的槽位清理碎屑,降低工人配合成型机对钢壳加工的劳动强度,提高对钢片加工效率。
技术特征:
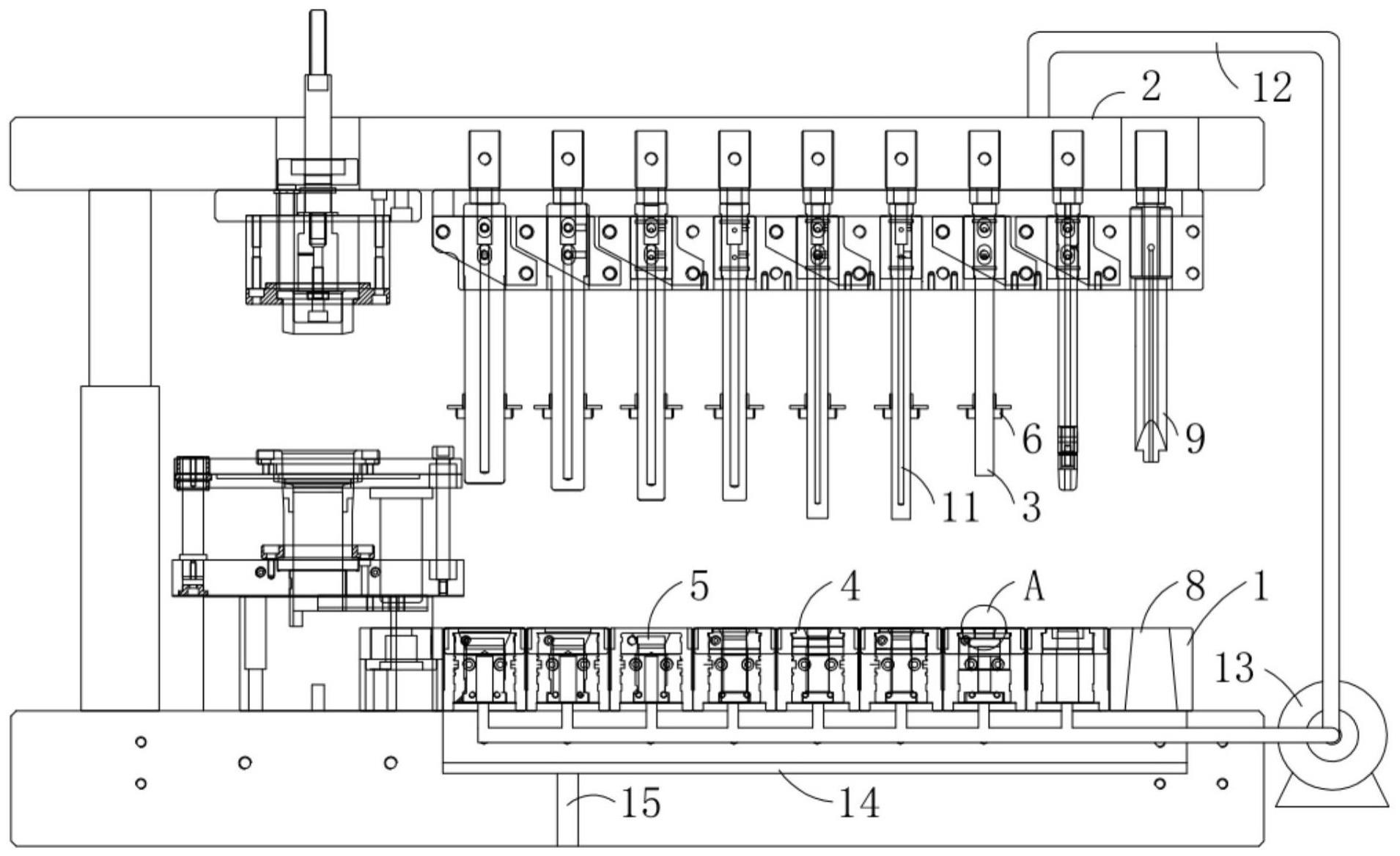
1.一种电池钢壳多工位成型机,包括底模具(1)、通过导向杆设于底模具(1)上方的上模具(2)以及分别均布在上模具(2)和底模具(1)上的若干个拉伸上冲杆(3)和成型模块(4),其特征在于:
2.根据权利要求1所述的一种电池钢壳多工位成型机,其特征在于:所述环形调节座的连接端呈开口,且环形调节座连接端通过自锁螺筒(10)与拉伸上冲杆(3)的外壁螺接对开口锁紧固定。
3.根据权利要求1所述的一种电池钢壳多工位成型机,其特征在于:所述拉伸上冲杆(3)内部设有加热空腔(11),加热空腔(11)和槽位(5)内底面分别相接通有进气管(12),并通过进气管(12)相接通有热风机(13)。
4.根据权利要求1所述的一种电池钢壳多工位成型机,其特征在于:所述废料排出槽(8)的底端与底模具(1)上的接屑槽(14)相接通,且接屑槽(14)上相接通有排出口(15)。
5.根据权利要求1所述的一种电池钢壳多工位成型机,其特征在于:所述独立切刀(6)与弧形凹槽(7)内侧外壁贴合配合槽位(5)对钢壳形成扩口。
技术总结
本技术公开了一种电池钢壳多工位成型机,属于电池钢壳加工技术领域,所述拉伸上冲杆上通过环形调节座设有呈环形的独立切刀;所述槽位外缘设有对独立切刀承载的弧形凹槽,且若干个槽位外缘的弧形凹槽相接通,弧形凹槽的末端呈斜坡连接有废料排出槽,拉伸上冲杆的末端位于槽位内底端的同时独立切刀位于钢片的上方,并对钢片产生裁断的效果,裁断钢片所形成的碎屑落在弧形凹槽内,并通过弧形凹槽对碎屑承接,随着弧形凹槽的倾斜进入废料排出槽内,实现对裁断钢片所产生的碎屑收集并排出,工人只需对底模具上的钢片直接取下即可,无需工人再次对加工钢壳的槽位清理碎屑,降低工人配合成型机对钢壳加工的劳动强度,提高对钢片加工效率。
技术研发人员:赵学东,滕赛
受保护的技术使用者:无锡市凯悦电源配件有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!