定子线材成型装置的制作方法
本技术涉及定子制造,尤其是涉及一种定子线材成型装置。
背景技术:
1、电机的定子线圈在进行装配时,需要从直线型的线材折弯大致呈u型。传统工艺中,定子线材折弯成型由人工进行拉线,折弯成型,费时费力,效率低下。为此,出现了自动化定子线材折弯的工艺,然而,线材折弯时,线材容易跳起或翻转,导致线材的成型不受控。
技术实现思路
1、本实用新型的目的在于提供一种定子线材成型装置,旨在解决现有的定子线材折弯容易跳起或翻转的技术问题。
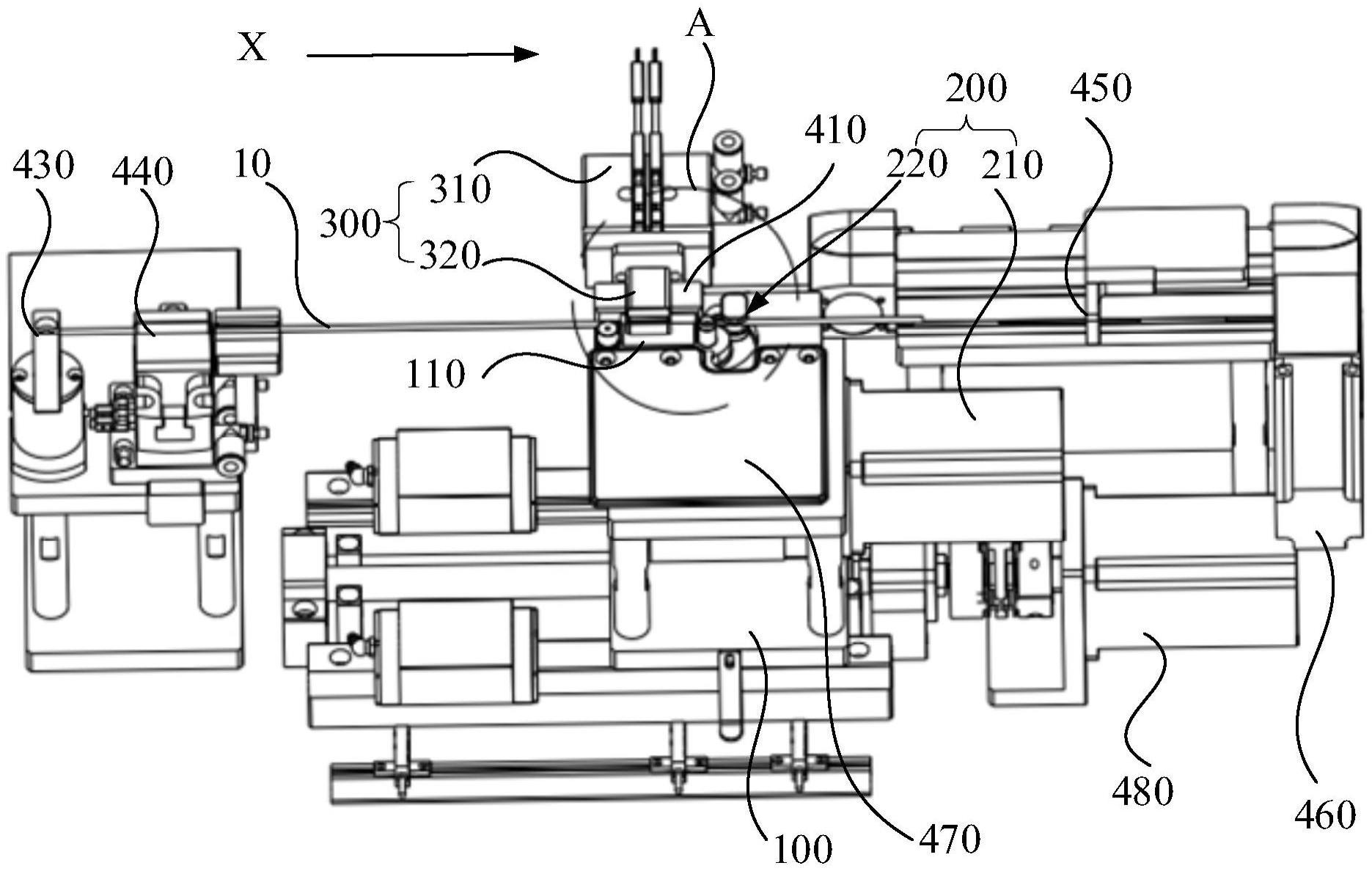
2、本申请提供了一种定子线材成型装置,所述定子线材成型装置包括:
3、机架,所述机架包括定向块,所述定向块具有沿第一方向延伸的线槽,所述线槽用于线材穿设,所述线槽的一侧具有槽口;
4、折弯机构,所述折弯机构包括折弯驱动件和折弯组件,所述折弯驱动件安装于所述机架,所述折弯组件与所述定向块在所述第一方向上间隔分布,所述折弯组件用于夹持所述线材,所述折弯组件在所述折弯驱动件的驱动下旋转,并带动所述线材折弯;
5、防跳机构,所述防跳机构包括防跳驱动件和防跳挡板,所述防跳驱动件安装于所述机架,所述防跳驱动件与所述防跳挡板连接,用于驱动所述防跳挡板覆盖所述槽口或离开所述槽口。
6、在其中一个实施例中,所述防跳驱动件用于驱动所述防跳挡板做直线往复运动。
7、在其中一个实施例中,所述定子线材成型装置还包括沿所述第一方向间隔设置的两挡块,所述定向块位于两所述挡块之间,两所述挡块凸出于所述槽口,两所述挡块之间的间隔形成用于限定所述防跳挡板平移的限位槽。
8、在其中一个实施例中,所述定子线材成型装置还包括第一基准块,所述第一基准块位于所述第一方向上,所述第一基准块位于所述定向块远离所述折弯组件的一侧,所述第一基准块用于抵顶所述线材的端部。
9、在其中一个实施例中,所述定子线材成型装置还包括夹持机构,所述第一基准块、所述夹持机构和所述定向块沿所述第一方向依次间隔分布,所述夹持机构包括夹持驱动件和两夹块,两所述夹块位于所述线槽的相对两侧,所述夹持驱动件用于两所述夹块张合,以夹持固定或松开位于所述第一基准块和所述定向块之间的所述线材。
10、在其中一个实施例中,所述定子线材成型装置还包括第二基准块和基准驱动件,所述第二基准块位于所述折弯组件远离所述定向块的一侧,所述第二基准块位于所述第一方向上,所述基准驱动件与所述第二基准块连接,驱动所述第二基准块在所述第一方向上滑动,以使所述基准块抵靠并限位所述线材。
11、在其中一个实施例中,所述折弯驱动件具有旋转中心轴,所述折弯组件包括第一折弯杆和第二折弯杆,所述第一折弯杆和所述第二折弯杆分别与所述旋转中心轴的距离不同,所述第一折弯杆和所述第二折弯杆之间的间隔用于容纳所述线材。
12、在其中一个实施例中,所述第一折弯杆与所述旋转中心轴同轴,所述第二折弯杆的末端设置有挡片,所述挡片与所述槽口所在平面平行。
13、在其中一个实施例中,所述定子线材成型装置还包括平面挡板,所述平面挡板安装于所述机架、且位于所述折弯组件旁,所述平面挡板平行于所述槽口的所在平面,所述平面挡板位于所述线槽远离所述槽口的一侧。
14、在其中一个实施例中,所述定子线材成型装置还包括滑动驱动件,所述滑动驱动件与所述机架连接,并驱动所述机架沿所述第一方向滑动。
15、本实用新型提供的定子线材成型装置的有益效果是:线槽用于容纳线材,限定了未折弯前的直线型线材的放置方向,折弯驱动件驱动折弯组件旋转,折弯组件夹持位于定向块一侧的线材,线材随着折弯组件的旋转而发生折弯,防跳驱动件驱动防跳挡板覆盖槽口,防跳挡板、线材的相对两侧槽壁及槽底共同限位了线材的周向,防止线材跳起或翻转,解决了现有的定子线材折弯容易跳起或翻转的技术问题,从而使得线材的折弯成型可控,提高了加工的良品率。
技术特征:
1.一种定子线材成型装置,其特征在于,所述定子线材成型装置包括:
2.根据权利要求1所述的定子线材成型装置,其特征在于:所述防跳驱动件用于驱动所述防跳挡板做直线往复运动。
3.根据权利要求2所述的定子线材成型装置,其特征在于:所述定子线材成型装置还包括沿所述第一方向间隔设置的两挡块,所述定向块位于两所述挡块之间,两所述挡块凸出于所述槽口,两所述挡块之间的间隔形成用于限定所述防跳挡板平移的限位槽。
4.根据权利要求1所述的定子线材成型装置,其特征在于:所述定子线材成型装置还包括第一基准块,所述第一基准块位于所述第一方向上,所述第一基准块位于所述定向块远离所述折弯组件的一侧,所述第一基准块用于抵顶所述线材的端部。
5.根据权利要求4所述的定子线材成型装置,其特征在于:所述定子线材成型装置还包括夹持机构,所述第一基准块、所述夹持机构和所述定向块沿所述第一方向依次间隔分布,所述夹持机构包括夹持驱动件和两夹块,两所述夹块位于所述线槽的相对两侧,所述夹持驱动件用于两所述夹块张合,以夹持固定或松开位于所述第一基准块和所述定向块之间的所述线材。
6.根据权利要求1所述的定子线材成型装置,其特征在于:所述定子线材成型装置还包括第二基准块和基准驱动件,所述第二基准块位于所述折弯组件远离所述定向块的一侧,所述第二基准块位于所述第一方向上,所述基准驱动件与所述第二基准块连接,驱动所述第二基准块在所述第一方向上滑动,以使所述基准块抵靠并限位所述线材。
7.根据权利要求1所述的定子线材成型装置,其特征在于:所述折弯驱动件具有旋转中心轴,所述折弯组件包括第一折弯杆和第二折弯杆,所述第一折弯杆和所述第二折弯杆分别与所述旋转中心轴的距离不同,所述第一折弯杆和所述第二折弯杆之间的间隔用于容纳所述线材。
8.根据权利要求7所述的定子线材成型装置,其特征在于:所述第一折弯杆与所述旋转中心轴同轴,所述第二折弯杆的末端设置有挡片,所述挡片与所述槽口所在平面平行。
9.根据权利要求7所述的定子线材成型装置,其特征在于:所述定子线材成型装置还包括平面挡板,所述平面挡板安装于所述机架、且位于所述折弯组件旁,所述平面挡板平行于所述槽口的所在平面,所述平面挡板位于所述线槽远离所述槽口的一侧。
10.根据权利要求1至9任意一项所述的定子线材成型装置,其特征在于:所述定子线材成型装置还包括滑动驱动件,所述滑动驱动件与所述机架连接,并驱动所述机架沿所述第一方向滑动。
技术总结
本技术涉及定子制造技术领域,提供一种定子线材成型装置,包括机架、折弯机构和防跳机构,机架包括定向块,定向块具有沿第一方向延伸的线槽,线槽用于线材穿设,线槽的一侧具有槽口;折弯机构包括折弯驱动件和折弯组件,折弯驱动件安装于机架,折弯组件与定向块在第一方向上间隔分布,折弯组件用于夹持线材,折弯组件在折弯驱动件的驱动下旋转,并带动线材折弯;防跳机构包括防跳驱动件和防跳挡板,防跳驱动件安装于机架,防跳驱动件与防跳挡板连接,用于驱动防跳挡板覆盖槽口或离开槽口。防跳挡板、线材的相对两侧槽壁及槽底共同限位了线材的周向,防止线材跳起或翻转,使得线材的折弯成型可控,提高了加工的良品率。
技术研发人员:曾鸿辉,郑湘宏
受保护的技术使用者:深圳市金岷江智能装备有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!