具有冲头自动切换机构的汽车前围板精密冲压成型模具的制作方法
本技术属于冲压模,涉及一种具有冲头自动切换机构的汽车前围板精密冲压成型模具。
背景技术:
1、汽车前围板冲压模具内设置有冲压机构,冲压机构能够对汽车前围板进行冲孔,但冲压机构内的冲头在损坏后需要手动进行切换,会影响生产效率。
2、如中国专利公开了一种汽车前围板下框总成冲压模具[申请号:201720961013.4],包括上模座,上模座中间安装凹模,凹模中间为冲压成形区域,成形区域的边缘加工有上压圈,上压圈高于凹模的边缘;托料组包括托料圈,托料圈中间安装托料模,托料模中央开孔,孔的形状与凹模的成形区域的形状配合,孔的边缘为下凹的下压圈,下压圈与上压圈形状配合;下模组底部为下模座,下模座中央位置安装凸台,凸台顶部安装有凸模,凸模形状与凹模的成形区域形状配合。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种具有冲头自动切换机构的汽车前围板精密冲压成型模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
3、一种具有冲头自动切换机构的汽车前围板精密冲压成型模具,包括上冲模和下冲模,所述的下冲模上设有由若干冲压底座组成的环形底座结构,所述的上冲模前端对称设置有两个分别与环形底座结构前侧的两个冲压底座内侧相对应的前冲压机构,所述的上冲模后端对称设置有两个分别与环形底座结构后侧的两个冲压底座外侧相对应的后冲压机构,所述的上冲模左右侧各设有两个分别与环形底座结构左右侧的冲压底座外侧相对应的侧冲压机构,所述的前冲压机构、后冲压机构和侧冲压机构内均具有冲头自动切换组件。
4、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的冲头自动切换组件包括具有至少两个冲头安装孔的旋转切换座以及能驱动旋转切换座转动的周向驱动器,所述的冲头安装孔内固连有冲头。
5、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,若干冲头安装孔沿周向设置于旋转切换座上。
6、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的前冲压机构和后冲压机构均包括固定于上冲模上的一号上冲压块以及与下冲模通过一号支撑导向结构相连的一号下冲压块,所述的一号上冲压块和一号下冲压块通过导向连接结构滑动连接,所述的旋转切换座设置于一号下冲压块朝向冲压底座一端。
7、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的导向连接结构包括倾斜设置在一号下冲压块远离旋转切换座一侧的t型导向块,所述的t型导向块插入至一号上冲压块上的t型导向槽内。
8、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的一号支撑导向结构包括一号导向座,所述的一号导向座顶端倾斜设置且截面呈梯形,所述的一号导向座两侧凸出设置有与一号导向座顶端平行设置的侧限位板,所述的一号下冲压块两侧具有直角连接板,该直角连接板底部和侧限位板下端面相抵。
9、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的侧冲压机构包括与上冲模通过水平限位结构滑动连接的二号上冲压块以及与下冲模固连的导向座安装块,所述的二号上冲压块和导向座安装块之间还设有二号支撑导向结构,所述的二号上冲压块底部设有向冲压底座一侧倾斜的连接端,所述的旋转切换座设置于连接端朝向冲压底座一侧的端面上。
10、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的水平限位结构包括设置在二号上冲压块两侧的水平限位板,所述的上冲模上还固连有至少两块分别与水平限位板底部相抵的侧压板。
11、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,所述的二号支撑导向结构包括倾斜固定于导向座安装块上的二号导向座,所述的二号导向座顶端倾斜设置且截面呈梯形,所述的二号导向座与二号上冲压块滑动连接,所述的二号上冲压块两侧还固连有两块直角导向板,所述的导向座安装块两侧设有与二号导向座顶端平行设置的导向滑槽,所述的直角导向板的折弯端插入至导向滑槽内并与导向滑槽滑动连接。
12、在上述的具有冲头自动切换机构的汽车前围板精密冲压成型模具中,前冲压机构内的一号导向座顶端的斜度小于后冲压机构内的一号导向座顶端的斜度,后冲压机构内的一号导向座顶端的斜度小于二号导向座顶端的斜度。
13、与现有的技术相比,本实用新型的优点在于:
14、1、前冲压机构、后冲压机构和侧冲压机构能够对设置在环形底座结构上的预冲压件进行冲孔,前冲压机构、后冲压机构和侧冲压机构内的冲头自动切换组件能够对冲头进行自动切换,相较于手动切换冲头的效率更高,能有效增加汽车前围板的生产效率。
15、2、上冲模沿竖直方向移动时能带动一号上冲压块沿竖直方向移动,一号上冲压块沿竖直方向移动能通过导向连接结构带动一号下冲压块向靠近或远离冲压底座方向移动,一号支撑导向结构能够对一号下冲压块进行导向和支撑,使一号下冲压块上的冲头能完成对预冲压件的冲孔。
16、3、上冲模带动二号上冲压块竖直移动时,在二号支撑导向结构作用下能使二号上冲压块向靠近或远离冲压底座方向水平移动,使连接端上的冲头能完成对预冲压件的冲孔。
17、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
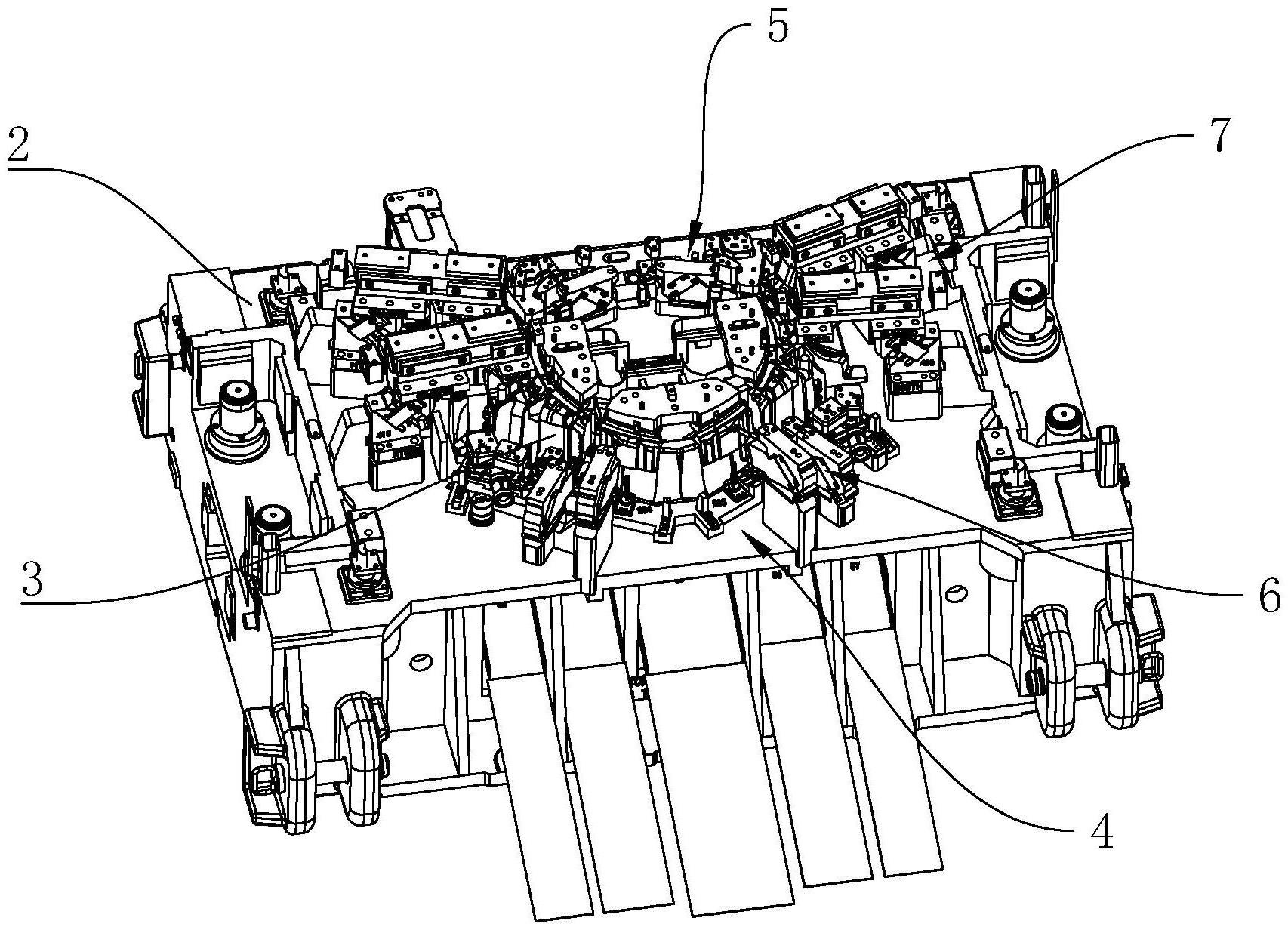
1.一种具有冲头自动切换机构的汽车前围板精密冲压成型模具,包括上冲模(1)和下冲模(2),其特征在于,所述的下冲模(2)上设有由若干冲压底座(3)组成的环形底座结构(4),所述的上冲模(1)前端对称设置有两个分别与环形底座结构(4)前侧的两个冲压底座(3)内侧相对应的前冲压机构(5),所述的上冲模(1)后端对称设置有两个分别与环形底座结构(4)后侧的两个冲压底座(3)外侧相对应的后冲压机构(6),所述的上冲模(1)左右侧各设有两个分别与环形底座结构(4)左右侧的冲压底座(3)外侧相对应的侧冲压机构(7),所述的前冲压机构(5)、后冲压机构(6)和侧冲压机构(7)内均具有冲头自动切换组件。
2.根据权利要求1所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的冲头自动切换组件包括具有至少两个冲头安装孔(8)的旋转切换座(9)以及能驱动旋转切换座(9)转动的周向驱动器,所述的冲头安装孔(8)内固连有冲头(10)。
3.根据权利要求2所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,若干冲头安装孔(8)沿周向设置于旋转切换座(9)上。
4.根据权利要求2所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的前冲压机构(5)和后冲压机构(6)均包括固定于上冲模(1)上的一号上冲压块(11)以及与下冲模(2)通过一号支撑导向结构相连的一号下冲压块(12),所述的一号上冲压块(11)和一号下冲压块(12)通过导向连接结构滑动连接,所述的旋转切换座(9)设置于一号下冲压块(12)朝向冲压底座(3)一端。
5.根据权利要求4所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的导向连接结构包括倾斜设置在一号下冲压块(12)远离旋转切换座(9)一侧的t型导向块(13),所述的t型导向块(13)插入至一号上冲压块(11)上的t型导向槽内。
6.根据权利要求5所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的一号支撑导向结构包括一号导向座(14),所述的一号导向座(14)顶端倾斜设置且截面呈梯形,所述的一号导向座(14)两侧凸出设置有与一号导向座(14)顶端平行设置的侧限位板(15),所述的一号下冲压块(12)两侧具有直角连接板(16),该直角连接板(16)底部和侧限位板(15)下端面相抵。
7.根据权利要求6所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的侧冲压机构(7)包括与上冲模(1)通过水平限位结构滑动连接的二号上冲压块(17)以及与下冲模(2)固连的导向座安装块(18),所述的二号上冲压块(17)和导向座安装块(18)之间还设有二号支撑导向结构,所述的二号上冲压块(17)底部设有向冲压底座(3)一侧倾斜的连接端(19),所述的旋转切换座(9)设置于连接端(19)朝向冲压底座(3)一侧的端面上。
8.根据权利要求7所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的水平限位结构包括设置在二号上冲压块(17)两侧的水平限位板(20),所述的上冲模(1)上还固连有至少两块分别与水平限位板(20)底部相抵的侧压板(21)。
9.根据权利要求8所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,所述的二号支撑导向结构包括倾斜固定于导向座安装块(18)上的二号导向座(22),所述的二号导向座(22)顶端倾斜设置且截面呈梯形,所述的二号导向座(22)与二号上冲压块(17)滑动连接,所述的二号上冲压块(17)两侧还固连有两块直角导向板(23),所述的导向座安装块(18)两侧设有与二号导向座(22)顶端平行设置的导向滑槽(24),所述的直角导向板(23)的折弯端插入至导向滑槽(24)内并与导向滑槽(24)滑动连接。
10.根据权利要求9所述的具有冲头自动切换机构的汽车前围板精密冲压成型模具,其特征在于,前冲压机构(5)内的一号导向座(14)顶端的斜度小于后冲压机构(6)内的一号导向座(14)顶端的斜度,后冲压机构(6)内的一号导向座(14)顶端的斜度小于二号导向座(22)顶端的斜度。
技术总结
本技术提供了一种具有冲头自动切换机构的汽车前围板精密冲压成型模具,属于冲压模技术领域。它包括上冲模和下冲模,所述的下冲模上设有由若干冲压底座组成的环形底座结构,所述的上冲模前端对称设置有两个分别与环形底座结构前侧的两个冲压底座内侧相对应的前冲压机构,所述的上冲模后端对称设置有两个分别与环形底座结构后侧的两个冲压底座外侧相对应的后冲压机构。前冲压机构、后冲压机构和侧冲压机构能够对设置在环形底座结构上的预冲压件进行冲孔,前冲压机构、后冲压机构和侧冲压机构内的冲头自动切换组件能够对冲头进行自动切换,相较于手动切换冲头的效率更高,能有效增加汽车前围板的生产效率。
技术研发人员:张文君,王火田,何金通
受保护的技术使用者:台州市黄岩君田冲模股份有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!