一种叉车仪表架侧支板用铆焊工装的制作方法
本技术涉及叉车零部件工装,具体是一种叉车仪表架侧支板用铆焊工装。
背景技术:
1、叉车仪表架侧支板是叉车上的重要结构件,其主要作用是连接叉车仪表架和整车车体,所以仪表架的尺寸精度对整车装配难易程度有很大影响。在对该仪表架侧支板的组焊采用样板定位实现组装搭电、然后焊接完成,无法保证设计所需要的重复位置精度,曾出现由于仪表架侧支板位置尺寸不对导致仪表架无法安装的现象;且该种作业方式无法实现机械手自动化焊接的需要。
2、现有的组焊方式就是采用组装样板定位出侧支板各零部件的空间位置,由操作工手工点焊固定各零部件后,拆除组装样板,最后由操作工手工焊接侧支板的各个零部件,由于需要分成组装和焊接两道工序,导致作业效率低下,采用样板定位时,样板与侧支板之间为锁紧装置,导致样板与工件之间位置出现偏差,为此提出一种叉车仪表架侧支板用铆焊工装。
技术实现思路
1、本实用新型的目的在于提供一种叉车仪表架侧支板用铆焊工装,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种叉车仪表架侧支板用铆焊工装,包括底板以及设置在底板上方的托板,所述托板的上端设有限位组件,所述底板的上端安装有活动定位组件,底板的上端还安装有与活动定位组件连接的控制组件。
3、作为本实用新型进一步的方案:所述活动定位组件包括固定在底板上端的第一定位部件和第二定位部件,所述第一定位部件和第二定位部件均通过多个定位销和螺栓与底板连接固定。
4、作为本实用新型进一步的方案:所述控制组件是控制手柄阀,控制手柄阀安装在底板的上端,控制手柄阀用于控制第一定位部件和第二定位部件,使其零件定位准确。
5、作为本实用新型进一步的方案:所述第一定位部件包括与底板连接的第一安装座,第一安装座远离底板的端部通过螺栓与第一气缸连接固定,第一气缸的活动端通过螺栓与定位支板连接固定。
6、作为本实用新型进一步的方案:所述第二定位部件包括与底板连接的第二安装座,第二安装座远离底板的端部通过螺栓与第二气缸连接固定,第二气缸的活动端通过螺栓与定位卡板连接固定。
7、作为本实用新型进一步的方案:所述限位组件包括安装在托板上端的第一固定限位块和第二固定限位块,所述第一固定限位块和所述第二固定限位块均通过螺栓和定位销与托板连接固定。
8、作为本实用新型进一步的方案:所述第一固定限位块的数量为多个,多个第一固定限位块的均临近托板的同一侧边,第一固定限位块远离活动定位组件,所述第二固定限位块位于托板上端的中部。
9、作为本实用新型进一步的方案:还包括磁铁,磁铁的数量为多个,多个磁铁通过螺钉分别安装固定在第一固定限位块内部、定位支板内部以及定位卡板内部,用于小工件的吸附锁紧。
10、作为本实用新型进一步的方案:所述底板的上端安装有旋转压紧气缸。
11、作为本实用新型进一步的方案:所述底板和托板之间由第一支撑柱和第二支撑柱固定位置后通过多个螺栓连接固定,所述底板上端的四个边角处均固设有吊环。
12、与现有技术相比,本实用新型的有益效果是:本实用新型结构新颖,使用该焊接工装可实现产品的快速准确定位施焊,解决了由于采用样板定位的尺寸误差问题,提高了产品的组焊质量,采用气缸定位、锁紧代替划线样板,提高作业速度;且一个工位实现两个工件的组焊,大大提高作业效率。
技术特征:
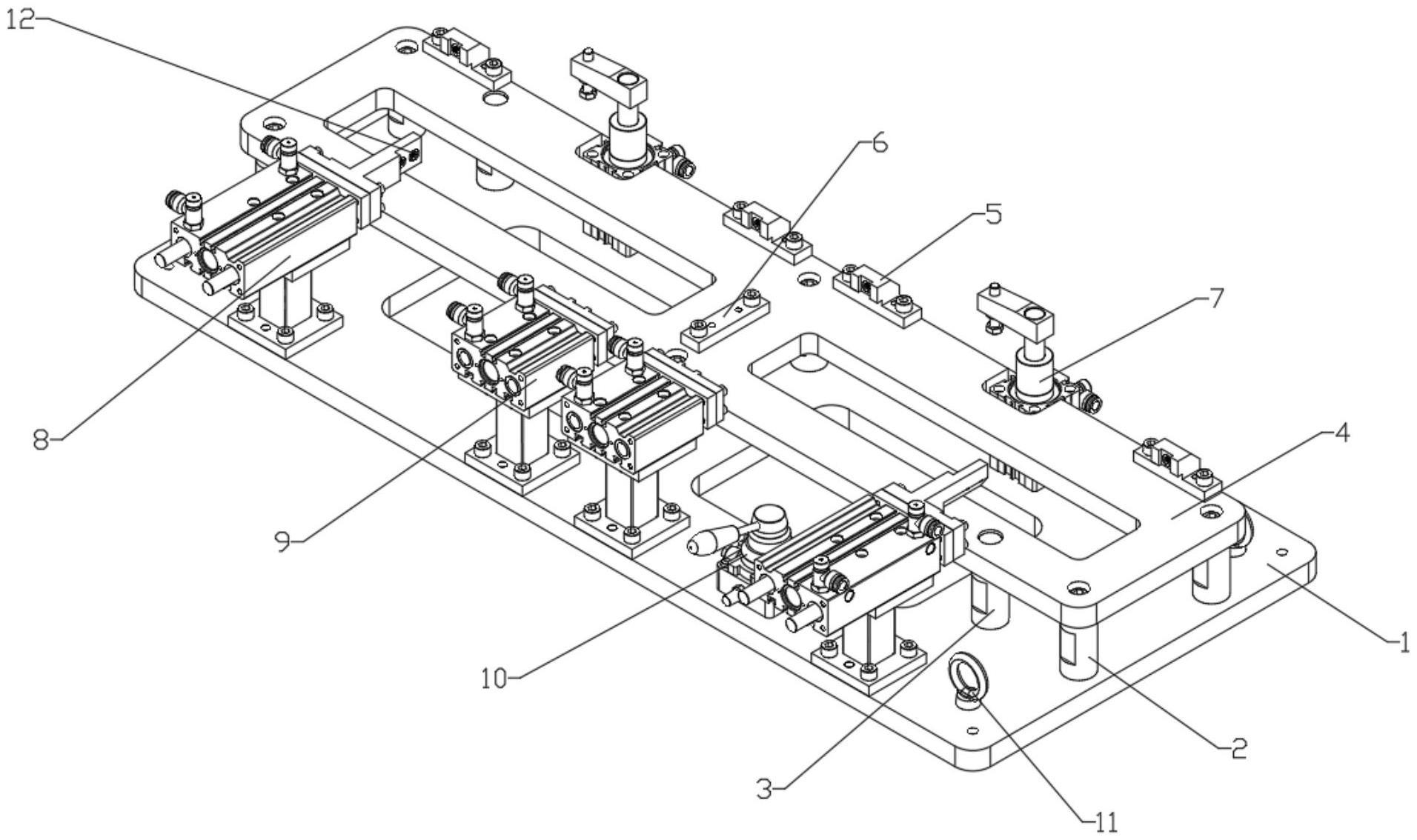
1.一种叉车仪表架侧支板用铆焊工装,包括底板(1)以及设置在底板(1)上方的托板(4),其特征在于,所述托板(4)的上端设有限位组件,所述底板(1)的上端安装有活动定位组件,底板(1)的上端还安装有与活动定位组件连接的控制组件。
2.根据权利要求1所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述活动定位组件包括固定在底板(1)上端的第一定位部件(8)和第二定位部件(9),所述第一定位部件(8)和第二定位部件(9)均通过多个定位销和螺栓与底板(1)连接固定。
3.根据权利要求2所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述控制组件是控制手柄阀(10),控制手柄阀(10)安装在底板(1)的上端,控制手柄阀(10)用于控制第一定位部件(8)和第二定位部件(9),使其零件定位准确。
4.根据权利要求2所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述第一定位部件(8)包括与底板(1)连接的第一安装座(8-1),第一安装座(8-1)远离底板(1)的端部通过螺栓与第一气缸(8-2)连接固定,第一气缸(8-2)的活动端通过螺栓与定位支板(8-3)连接固定。
5.根据权利要求3所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述第二定位部件(9)包括与底板(1)连接的第二安装座(9-1),第二安装座(9-1)远离底板(1)的端部通过螺栓与第二气缸(9-2)连接固定,第二气缸(9-2)的活动端通过螺栓与定位卡板(9-3)连接固定。
6.根据权利要求5所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述限位组件包括安装在托板(4)上端的第一固定限位块(5)和第二固定限位块(6),所述第一固定限位块(5)和所述第二固定限位块(6)均通过螺栓和定位销与托板(4)连接固定。
7.根据权利要求6所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述第一固定限位块(5)的数量为多个,多个第一固定限位块(5)的均临近托板(4)的同一侧边,第一固定限位块(5)远离活动定位组件,所述第二固定限位块(6)位于托板(4)上端的中部。
8.根据权利要求6所述的叉车仪表架侧支板用铆焊工装,其特征在于,还包括磁铁(12),磁铁(12)的数量为多个,多个磁铁(12)通过螺钉分别安装固定在第一固定限位块(5)内部、定位支板(8-3)内部以及定位卡板(9-3)内部,用于小工件的吸附锁紧。
9.根据权利要求1所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述底板(1)的上端安装有旋转压紧气缸(7)。
10.根据权利要求1所述的叉车仪表架侧支板用铆焊工装,其特征在于,所述底板(1)和托板(4)之间由第一支撑柱(2)和第二支撑柱(3)固定位置后通过多个螺栓连接固定,所述底板(1)上端的四个边角处均固设有吊环(11)。
技术总结
本技术公开了一种叉车仪表架侧支板用铆焊工装,包括底板以及设置在底板上方的托板,所述托板的上端设有限位组件,所述底板的上端安装有活动定位组件,底板的上端还安装有与活动定位组件连接的控制组件。本技术结构新颖,使用该焊接工装可实现产品的快速准确定位施焊,解决了由于采用样板定位的尺寸误差问题,提高了产品的组焊质量,采用气缸定位、锁紧代替划线样板,提高作业速度;且一个工位实现两个工件的组焊,大大提高作业效率。
技术研发人员:陈中华,李晓华,董艳平,何志诚,刘斌,何振华
受保护的技术使用者:安徽合力股份有限公司
技术研发日:20230522
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!