一种驻车制动钳总成活塞压装工装的制作方法
本技术涉及制动钳装配的领域,具体涉及一种驻车制动钳总成活塞压装工装。
背景技术:
1、驻车制动钳总成活塞压装采用伺服压机设备与压装专用工装,按图纸要求,将活塞组件压装到制动钳缸孔中。压装工装的合理性,直接关系到压装的效率及产品的合格率。
2、现有压装工装,活塞压装时无导向功能,压装时存在活塞表面磕碰伤风险,从而刮伤制动钳缸孔密封圈,导致制动钳总成漏液、制动延时的不良后果。增加了压装工装的导向功能后。在压装时,能有效保证活塞垂直压装,且压装后可快速翻转制动钳组件,实现同工位快速安装完丝杠卡簧。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种驻车制动钳总成活塞压装工装,解决了后驻车制动钳活塞压装无导向问题,同时实现了在压装活塞工序快速完成丝杠卡簧的安装,缩减了装配工序,提高了生产效率及合格率。
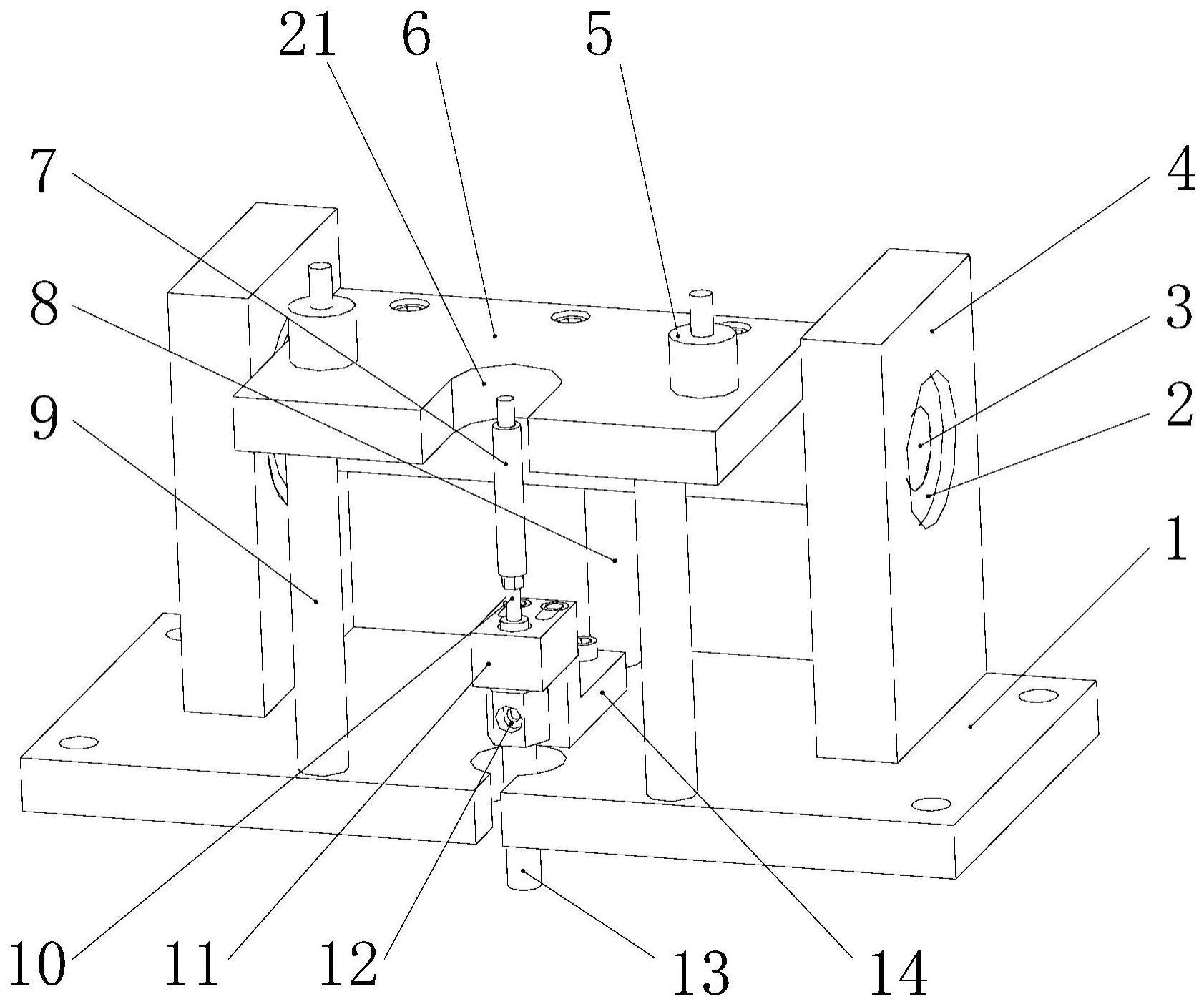
2、本实用新型的目的是通过如下技术方案来完成的:这种驻车制动钳总成活塞压装工装,包括
3、底板,所述底板的两侧均固定支撑一块竖板;
4、旋转组件,其两端通过转轴支承在对应的竖板上,转轴上固定安装定位板,定位板上设有主定位销,用于定位制动钳的耳孔,定位板绕转轴自由转动;
5、支撑组件,包括限位柱和支撑柱二者分设于转轴的两侧,用于支撑、限位定位板;
6、定位组件,包括次定位销、导向杆和导气管,导向杆与导气管通过气阀连通,用于喷出高压气体,次定位销的下端套设在导向杆上,由高压气体推动次定位销沿导向杆上下滑动,使次定位销的上端穿入定位板并定位活塞的定位孔;以及
7、压头,由伺服压机连接带动,压头用于伸入制动钳内对活塞施加压力,将活塞压入制动钳的缸孔内。
8、作为进一步的技术方案,所述定位板上开设缺口,使得活塞置入制动钳后,定位孔及制动钳下端均从缺口露出。
9、作为进一步的技术方案,所述定位板绕转轴向前翻转时,支撑在支撑柱上,使主定位销正面朝上;定位板绕转轴向后翻转时,定位板的侧边支撑在限位柱上,使活塞的定位孔与次定位销脱离,便于将卡簧装入制动钳内,对活塞进行限位。
10、作为进一步的技术方案,所述转轴的两端均通过轴承支承在竖板上。
11、作为进一步的技术方案,所述导向杆通过调节块调节相对底板的安装高度,调节块通过支架固定在底板上。
12、作为进一步的技术方案,所述转轴表面上开设一个定位槽,用于固定连接定位板。
13、本实用新型的有益效果为:
14、1、通过高压气体推动的次定位销,实现对活塞定位孔的导向作用,保证活塞压装时与制动钳的同轴度,避免对制动钳密封件造成损伤,高效、准确完成驻车制动钳活塞的压装装配,确保制动器密封性;
15、2、制动钳定位在定位板上后,可绕转轴旋转,支撑在支撑柱上时便于压装活塞,支撑在限位柱上时,便于压装卡簧,实现了活塞与卡簧的快速安装,提高了装配的质量及效率。
技术特征:
1.一种驻车制动钳总成活塞压装工装,其特征在于:包括
2.根据权利要求1所述的驻车制动钳总成活塞压装工装,其特征在于:所述定位板(6)上开设缺口(21),使得活塞(16)置入制动钳(17)后,定位孔(19)及制动钳(17)下端均从缺口(21)露出。
3.根据权利要求1所述的驻车制动钳总成活塞压装工装,其特征在于:所述定位板(6)绕转轴(3)向前翻转时,支撑在支撑柱(9)上,使主定位销(5)正面朝上;定位板(6)绕转轴(3)向后翻转时,定位板(6)的侧边支撑在限位柱(8)上,使活塞(16)的定位孔(19)与次定位销(7)脱离,便于将卡簧装入制动钳(17)内,对活塞(16)进行限位。
4.根据权利要求1所述的驻车制动钳总成活塞压装工装,其特征在于:所述转轴(3)的两端均通过轴承(2)支承在竖板(4)上。
5.根据权利要求1所述的驻车制动钳总成活塞压装工装,其特征在于:所述导向杆(10)通过调节块(11)调节相对底板(1)的安装高度,调节块(11)通过支架(14)固定在底板(1)上。
6.根据权利要求1所述的驻车制动钳总成活塞压装工装,其特征在于:所述转轴(3)表面上开设一个定位槽(22),用于固定连接定位板(6)。
技术总结
本技术公开了一种驻车制动钳总成活塞压装工装,涉及制动钳装配领域,包括底板,底板的两侧均固定支撑一块竖板;旋转组件,其两端通过转轴支承在对应的竖板上,转轴上固定安装定位板,定位板绕转轴自由转动;支撑组件,包括限位柱和支撑柱,用于支撑、限位定位板;定位组件,包括次定位销、导向杆和导气管,导向杆与导气管通过气阀连通,次定位销的下端套设在导向杆上,次定位销沿导向杆上下滑动,用于穿入定位板并定位活塞的定位孔;以及压头,用于将活塞压入制动钳的缸孔内。本技术解决了后驻车制动钳活塞压装无导向问题,同时实现了在压装活塞工序快速完成丝杠卡簧的安装,缩减了装配工序,提高了生产效率及合格率。
技术研发人员:裘上良,何磊,徐国华,赵海燕,张永祥,王泽淇,孙晨晖
受保护的技术使用者:浙江万向系统有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!