可伸缩式的卧式深孔钻用对刀装置的制作方法
本发明涉及液压油缸缸筒深孔加工技术,尤其涉及在缸筒深孔加工过程中的对刀装置。
背景技术:
1、缸壁打深孔缸筒零件在卧式深孔钻床进行深孔加工时,深孔的加工位置依靠划线来找正,通过将深孔钻钻杆摇出,让钻杆头穿过深孔钻导向套与划线位置对齐来找正钻孔位置,然后收回钻杆,将深孔钻导向套顶紧加工活件,钻杆再次伸出开始深孔加工;由于钻杆外圆尺寸比钻杆头小,在钻杆伸出对刀时钻杆与导向套配合间隙大,钻杆头会下坠无法与导向套同轴,对刀完成后深孔钻导向套压紧活件,钻杆头穿过导向套,此时钻杆头与导向套配合间隙较小,钻杆头与导向套处于同轴状态,因此此时的钻孔位置要与对刀时的位置不重合,且比对刀时的位置要高,这种状态无法保证深孔加工的良好位置精度。
2、如何设计一种设计巧妙,结构简单,拆装方便,操作简单,对刀与钻孔位置重合,保证深孔加工的位置精度,方便产品后续加工,保证产品品质,降低质量风险的可伸缩式的卧式深孔钻用对刀装置是目前需要解决的问题。
技术实现思路
1、为了解决现有卧式深孔钻床进行深孔加工时遇到的钻孔位置与对刀时的位置不重合,无法保证深孔加工的良好位置精度,影响产品品质等技术问题,本实用新型提供可伸缩式的卧式深孔钻用对刀装置,来实现设计巧妙,结构简单,拆装方便,操作简单,对刀与钻孔位置重合,保证深孔加工的位置精度,方便产品后续加工,保证产品品质,降低质量风险的目的。
2、本实用新型为解决上述技术问题所采用的技术方案是:可伸缩式的卧式深孔钻用对刀装置,包括销套、中心销、导向杆、端盖、前紧固螺钉、后紧固螺钉、把手销轴和刀杆箱,所述销套为圆柱状中空腔体结构,销套的末端向内收缩形成用于卡接在刀杆箱转盘内部的凸台,导向杆为t字形中空柱状结构,导向杆的前端水平安装在销套的中空腔体内部;中心销的右端设置有向外凸出的台阶圆,台阶圆的配合面与销套的中空里孔配合,中心销的内部预设钻孔与导向杆的外圆配合,中心销套设在导向杆上,中心销的头部为圆锥尖结构,端盖的中心设置有圆形通孔,中心销的头部从端盖中心的圆形通孔穿出伸向销套外部;把手销轴通过中心销上预设的螺纹孔固定设置在中心销的头部,通过水平方向拨动把手销轴,带动中心销的头部进行伸缩对刀。
3、作为上述可伸缩式的卧式深孔钻用对刀装置的进一步优化方案,所述中心销的中空腔长度大于导向杆伸入的长度,导向杆的中部水平方向设置有用于气体进出的通气孔,以防止中心销向外拉出时销套中心腔体内产生负压。
4、作为上述可伸缩式的卧式深孔钻用对刀装置的进一步优化方案,所述端盖通过前紧固螺钉固定在销套前端的竖直端面上。
5、作为上述可伸缩式的卧式深孔钻用对刀装置的进一步优化方案,所述导向杆的末端通过后紧固螺钉固定在销套末端的竖直端面上。
6、与现有技术相比,本实用新型的有益效果是:
7、本实用新型包括销套、中心销、导向杆、端盖、前紧固螺钉、后紧固螺钉、把手销轴和刀杆箱,把手销轴通过中心销上预设的螺纹孔固定设置在中心销的头部,通过水平方向拨动把手销轴,带动中心销的头部进行伸缩对刀,本实用新型设计巧妙,结构简单,拆装方便,操作简单,对刀与钻孔位置重合,保证深孔加工的位置精度,方便产品后续加工,保证产品品质,降低质量风险。
技术特征:
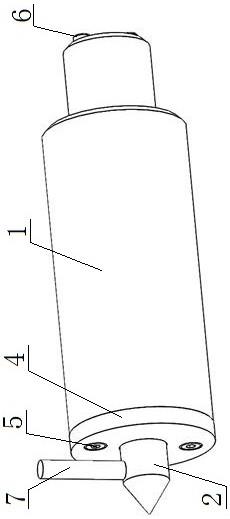
1.可伸缩式的卧式深孔钻用对刀装置,其特征在于:包括销套(1)、中心销(2)、导向杆(3)、端盖(4)、前紧固螺钉(5)、后紧固螺钉(6)、把手销轴(7)和刀杆箱(8),所述销套(1)为圆柱状中空腔体结构,销套(1)的末端向内收缩形成用于卡接在刀杆箱(8)转盘内部的凸台,导向杆(3)为t字形中空柱状结构,导向杆(3)的前端水平安装在销套(1)的中空腔体内部;中心销(2)的右端设置有向外凸出的台阶圆,台阶圆的配合面与销套(1)的中空里孔配合,中心销(2)的内部预设钻孔与导向杆(3)的外圆配合,中心销(2)套设在导向杆(3)上,中心销(2)的头部为圆锥尖结构,端盖(4)的中心设置有圆形通孔,中心销(2)的头部从端盖(4)中心的圆形通孔穿出伸向销套(1)外部;把手销轴(7)通过中心销(2)上预设的螺纹孔固定设置在中心销(2)的头部,通过水平方向拨动把手销轴(7),带动中心销(2)的头部进行伸缩对刀。
2.如权利要求1所述的可伸缩式的卧式深孔钻用对刀装置,其特征在于:所述中心销(2)的中空腔长度大于导向杆(3)伸入的长度,导向杆(3)的中部水平方向设置有用于气体进出的通气孔(9),以防止中心销(2)向外拉出时销套(1)中心腔体内产生负压。
3.如权利要求1所述的可伸缩式的卧式深孔钻用对刀装置,其特征在于:所述端盖(4)通过前紧固螺钉(5)固定在销套(1)前端的竖直端面上。
4.如权利要求1所述的可伸缩式的卧式深孔钻用对刀装置,其特征在于:所述导向杆(3)的末端通过后紧固螺钉(6)固定在销套(1)末端的竖直端面上。
技术总结
本技术涉及可伸缩式的卧式深孔钻用对刀装置,包括销套、中心销、导向杆、端盖、前紧固螺钉、后紧固螺钉、把手销轴和刀杆箱,导向杆为T字形中空柱状结构,导向杆的前端水平安装在销套的中空腔体内部;中心销的右端设置有向外凸出的台阶圆,中心销的内部预设钻孔与导向杆的外圆配合,中心销套设在导向杆上;把手销轴通过中心销上预设的螺纹孔固定设置在中心销的头部,通过水平方向拨动把手销轴,带动中心销的头部进行伸缩对刀。本技术设计巧妙,结构简单,拆装方便,操作简单,对刀与钻孔位置重合,保证深孔加工的位置精度,方便产品后续加工,保证产品品质,降低质量风险,对现有技术来说,具有很好的市场前景和发展空间。
技术研发人员:吴陆洋,崔忠,乔统军,朱留辉,卜俊涛,张俊卫,陈方圆,唐国榜
受保护的技术使用者:平顶山平煤机煤矿机械装备有限公司
技术研发日:20230529
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!