发动机环形异形件修边工装转盘的制作方法
本技术涉及大型回转零件加工,尤其涉及发动机环形异形件修边工装转盘。
背景技术:
1、大型发动机环形异形件在零件成型后,需要对零件开口的两端面进行修边处理,使得轴向长度及平面度复合图纸要求,现有技术中,一般通过旋转工作台进行夹持固定,但是目前常见的用于夹持大型回转体零件的旋转工作台,一般不具备配重的能力,虽然其旋转精度能够暂时满足加工要求,但是一般发动机环形异形件都不是完全的对撑体,不对称就导致局部偏重,高速旋转时很容易造成轴承部分磨损,从而导致旋转平台过早损坏,而且常见的旋转平台检测轴承是否发生磨损时,一般通过开启旋转后在台面上使用千分表进行检测,较为不方便,综上所述,有必要对加工大型发动机环形异形件的夹持工装进行结构改进。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的发动机环形异形件修边工装转盘。
2、为了实现上述目的,本实用新型采用了如下技术方案:发动机环形异形件修边工装转盘,包括底板、工作台、缆线以及驱动装置,所述工作台下壁固定连接有转轴,所述转轴与底板之间通过第二轴承转动连接,所述工作台下壁与底板上壁之间通过第一轴承转动连接,所述转轴通过驱动装置驱动,所述工作台下壁位于转轴外侧设置有沉台,所述沉台内侧壁通过六组调节结构滑动连接有六组用于配重的配重块,所述底板上壁与工作台下壁之间且位于第一轴承外围设置有用于检测工作台是否偏斜的检测结构,所述检测结构与缆线固定连接,所述缆线远离检测结构的一端设置有用于显示检测结构检测结果的显示结构。
3、作为上述技术方案的进一步描述:
4、所述调节结构包括四组固定座、两组滑杆、两组转动座以及螺杆,四组所述固定座呈两两相对均固定连接在沉台内侧上壁且分别靠近转轴以及工作台外缘,两组所述滑杆中每一组滑杆分别固定连接在对应的两组固定座之间,所述配重块滑动连接在两组滑杆外壁,两组所述转动座均固定连接在沉台内侧上壁,两组所述转动座均位于两组滑杆之间,所述螺杆转动连接在两组转动座之间,所述螺杆位于转动座之间的一段外壁贯穿配重块内壁并与之螺纹连接。
5、作为上述技术方案的进一步描述:
6、所述螺杆远离工作台中心的一端贯穿工作台圆周侧壁且端部固定连接有扳手头,所述扳手头远离工作台中心的一端设置有六角形扳手孔。
7、作为上述技术方案的进一步描述:
8、所述检测结构包括六组测距传感器、一组检测基准环,所述检测基准环固定连接在工作台下壁且位于第一轴承外侧,所述检测基准环下壁与工作台上壁平行,所述底板上壁设置有六组凹陷与底板上表面的安装孔,六组所述安装孔均以底板中心为圆心呈圆周等分分布,六组所述测距传感器分别固定连接在六组安装孔内侧壁,六组所述测距传感器均与检测基准环呈上下相对,六组所述测距传感器检测头均处于同一水平高度且六组测距传感器检测头形成的面与工作台初始状态下上表面平行。
9、作为上述技术方案的进一步描述:
10、六组所述测距传感器均为激光传感器,六组所述测距传感器均通过导线与缆线电连接。
11、作为上述技术方案的进一步描述:
12、所述显示结构包括底座、显示器,所述显示器固定连接在缆线远离检测结构的一端,所述底座固定连接在显示器底部。
13、本实用新型具有如下有益效果:
14、1、与现有技术相比,该发动机环形异形件修边工装转盘,在产品设计时即可获得产品偏重信息,发动机环形异形件装夹在工作台上之后,通过带有六角头的扳手插入与待调节的配重块对应的扳手头,旋转螺杆带动配重块移动,配重块的重量以及螺杆的螺距均是预设好的,通过控制旋转圈数即可控制配重块的移动距离,通过调节后使得装夹有零件的工作台旋转起来达到平衡状态,减少第一轴承、第二轴承的磨损,提高使用寿命;
15、2、与现有技术相比,该发动机环形异形件修边工装转盘,每次装夹零件前,通过六组测距传感器检测与检测基准环之间的间距,并将检测信息传递到显示器中进行显示,通过六组检测数据可直观判断出工作台是否发生倾斜,从而判断第一轴承、第二轴承是否发生磨损,非常方便。
技术特征:
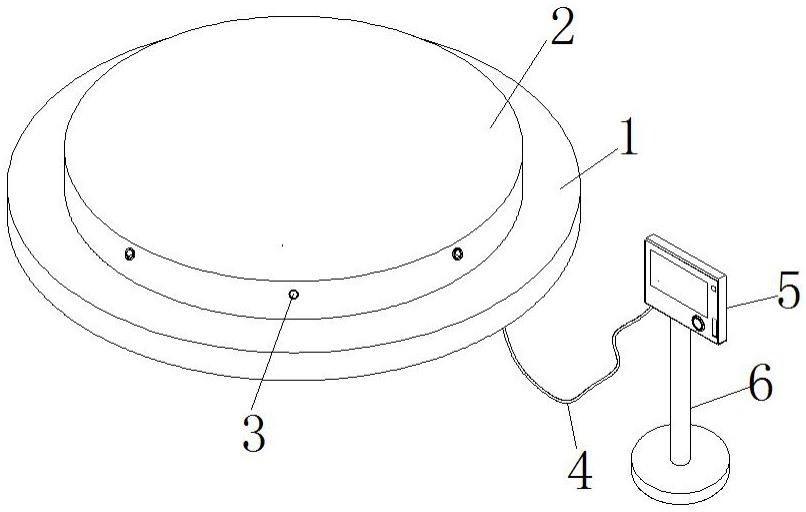
1.发动机环形异形件修边工装转盘,包括底板(1)、工作台(2)、缆线(4)以及驱动装置,所述工作台(2)下壁固定连接有转轴(10),所述转轴(10)与底板(1)之间通过第二轴承(11)转动连接,所述工作台(2)下壁与底板(1)上壁之间通过第一轴承(9)转动连接,所述转轴(10)通过驱动装置驱动,其特征在于:所述工作台(2)下壁位于转轴(10)外侧设置有沉台(7),所述沉台(7)内侧壁通过六组调节结构滑动连接有六组用于配重的配重块(16),所述底板(1)上壁与工作台(2)下壁之间且位于第一轴承(9)外围设置有用于检测工作台(2)是否偏斜的检测结构,所述检测结构与缆线(4)固定连接,所述缆线(4)远离检测结构的一端设置有用于显示检测结构检测结果的显示结构。
2.根据权利要求1所述的发动机环形异形件修边工装转盘,其特征在于:所述调节结构包括四组固定座(14)、两组滑杆(15)、两组转动座(12)以及螺杆(13),四组所述固定座(14)呈两两相对均固定连接在沉台(7)内侧上壁且分别靠近转轴(10)以及工作台(2)外缘,两组所述滑杆(15)中每一组滑杆(15)分别固定连接在对应的两组固定座(14)之间,所述配重块(16)滑动连接在两组滑杆(15)外壁,两组所述转动座(12)均固定连接在沉台(7)内侧上壁,两组所述转动座(12)均位于两组滑杆(15)之间,所述螺杆(13)转动连接在两组转动座(12)之间,所述螺杆(13)位于转动座(12)之间的一段外壁贯穿配重块(16)内壁并与之螺纹连接。
3.根据权利要求2所述的发动机环形异形件修边工装转盘,其特征在于:所述螺杆(13)远离工作台(2)中心的一端贯穿工作台(2)圆周侧壁且端部固定连接有扳手头(3),所述扳手头(3)远离工作台(2)中心的一端设置有六角形扳手孔。
4.根据权利要求3所述的发动机环形异形件修边工装转盘,其特征在于:所述检测结构包括六组测距传感器(17)、一组检测基准环(8),所述检测基准环(8)固定连接在工作台(2)下壁且位于第一轴承(9)外侧,所述检测基准环(8)下壁与工作台(2)上壁平行,所述底板(1)上壁设置有六组凹陷与底板(1)上表面的安装孔,六组所述安装孔均以底板(1)中心为圆心呈圆周等分分布,六组所述测距传感器(17)分别固定连接在六组安装孔内侧壁,六组所述测距传感器(17)均与检测基准环(8)呈上下相对,六组所述测距传感器(17)检测头均处于同一水平高度且六组测距传感器(17)检测头形成的面与工作台(2)初始状态下上表面平行。
5.根据权利要求4所述的发动机环形异形件修边工装转盘,其特征在于:六组所述测距传感器(17)均为激光传感器,六组所述测距传感器(17)均通过导线与缆线(4)电连接。
6.根据权利要求5所述的发动机环形异形件修边工装转盘,其特征在于:所述显示结构包括底座(6)、显示器(5),所述显示器(5)固定连接在缆线(4)远离检测结构的一端,所述底座(6)固定连接在显示器(5)底部。
技术总结
本技术公开了发动机环形异形件修边工装转盘,包括底板、工作台、缆线以及驱动装置,所述工作台下壁固定连接有转轴。本技术,通过带有六角头的扳手插入与待调节的配重块对应的扳手头,旋转螺杆带动配重块移动,配重块的重量以及螺杆的螺距均是预设好的,通过控制旋转圈数即可控制配重块的移动距离,通过调节后使得装夹有零件的工作台旋转起来达到平衡状态,减少第一轴承、第二轴承的磨损,提高使用寿命,每次装夹零件前,通过六组测距传感器检测与检测基准环之间的间距,并将检测信息传递到显示器中进行显示,通过六组检测数据可直观判断出工作台是否发生倾斜,从而判断第一轴承、第二轴承是否发生磨损,非常方便。
技术研发人员:舒伟,李兵,姚琳玲
受保护的技术使用者:四川安德科技有限公司
技术研发日:20230602
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!