一种高转速抗震硬质合金立铣刀的制作方法
本技术涉及合金立铣刀,更具体地说,它涉及一种高转速抗震硬质合金立铣刀。
背景技术:
1、由于高硬度难加工材料低的弹性模量,使得在切削加工时钛合金零件易产生较大的变形,变形后较大的回弹造成了高频颤振和很高的切削温度,从而加速刀具后刀面的磨损,降低了零件加工质量,并限制了切削效率的提高。
2、铣刀的齿距是切削刃上的点到下一个切削刃上同一个点的距离。为了削弱振动,铣刀常采用不等齿距结构(变齿距铣刀),此类结构的铣刀可分为给出的变螺旋角铣刀和给出的变齿间角铣刀两种,均以四齿为例,满足:不完全相等四个齿间角和不完全相等。变齿距铣刀由于其切削刃间距不同,从而引起当前齿所产生的锯齿形的切屑和上一个齿产生的锯齿形切屑产生不同相位而阻止谐振的产生。并且变齿距铣刀在整个频率范围铣削力幅值较小,从而从根本上减弱了自激振动和强迫振动。基于以上优点,使得变齿距铣刀广泛应用于钛合金、不锈钢及镍基合金等难加工材料的切削加工,具有高效率、高精度、高寿命的特点。
3、刀具刃口钝化结构也可以通过增加切削系统的阻尼来增加稳定性区域。
4、上述技术可有效解决高硬度难加工材料加工中产生的颤振和高温。但是,上述结构单独使用均不能解决钛合金等航空难加工材料铣削时造成了高频颤振和高切削温度,所以在加工钛合金等航空难加工材料时,必须综合一起使用。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种减振性能好、刀具寿命高的一种高转速抗震硬质合金立铣刀。
2、为实现上述目的,本实用新型提供了如下技术方案:
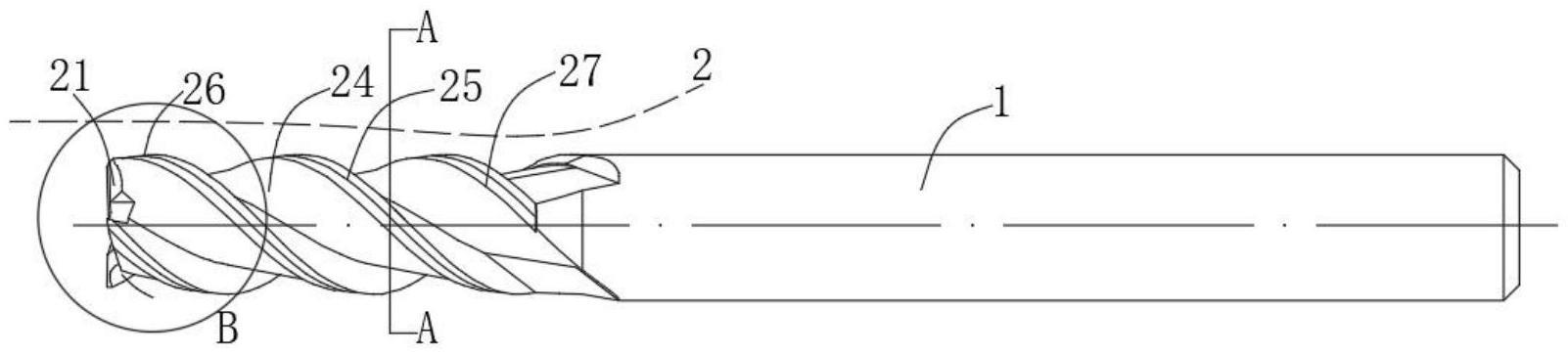
3、一种高转速抗震硬质合金立铣刀,包括切削刃部,所述切削刃部一端设置刃口部、另一端与刀柄连接;其中,所述刃口部顶部设置为钝圆结构、其钝圆半径为0.002mm-0.004mm,所述刀柄设置为直径为10mm的圆柱形、直径与切削刃部外侧一致。
4、本实用新型进一步设置为:所述刃口部中心设置切削刀芯,所述切削刀芯与刀柄同轴、直径为刀柄直径的55%-60%,所述切削刀芯外侧面圆周上均匀布置有四组切削刀齿,每两组所述切削刀齿之间均形成一组齿间角,四组齿间角的角度分别为0°、87°、178°和269°。
5、本实用新型进一步设置为:所述切削刀齿沿切削刃部轴线螺旋旋转形成法向圆弧刃,所述法向圆弧刃刃宽为1.4-1.5mm,两组所述法向圆弧刃之间形成排屑槽。
6、本实用新型进一步设置为:所述排屑槽伸入切削刃部内部螺旋设置、深度设置为1.9mm,所述法向圆弧刃靠近切削刃部前端螺旋形成前刀面、靠近切削刃部后端螺旋形成后刀面。
7、本实用新型进一步设置为:所述排屑槽分别设置有四组,每组所述排屑槽的螺旋角均不一致、角度在34°、35°、36°、37°中间变化。
8、本实用新型进一步设置为:所述前刀面与切削刃部轴线之间形成起始螺旋角,起始螺旋角角度为8°,所述后刀面与切削刃部轴线之间形成终止螺旋角,终止螺旋角角度为12°。
9、本实用新型的优点是:
10、1.刃口部顶部设置为钝圆结构,使得刃口部分相较于普通结构发生钝化,能够在加工过程中增加切削系统的阻尼,从而使切削刃部的稳定性增强,进而抵抗材料回弹产生的高频颤振。
11、2.四组排屑槽的螺旋角均不一致、角度在34°、35°、36°、37°中间变化。通过改变排屑槽的螺旋角,实现合金立铣刀齿距的改变,齿距的改变使得当前齿所产生的锯齿形的切屑和上一个齿产生的锯齿形切屑产生不同相位而阻止谐振的产生。并且变齿距铣刀在整个频率范围铣削力幅值较小,从而从根本上减弱了自激振动和强迫振动。
12、3.前刀面与切削刃部轴线之间形成起始螺旋角,起始螺旋角角度为8°,后刀面与切削刃部轴线之间形成终止螺旋角,终止螺旋角角度为12°。起始螺旋角和终止螺旋角角度的不同使得削刃部的螺旋部分的螺旋角度产生改变,变螺旋的结构能够有效避免加工过程中因为刀具的不平衡产生的震动。
13、4.将变齿距、变螺旋和刃口钝化三种结构复合到一起,避免了铣刀不平衡对加工造成的影响,减小切削过程中的刀具振动,减振性能较好,提高了刀具寿命和工件表面加工质量,特别适用于钛合金等航空材料。
技术特征:
1.一种高转速抗震硬质合金立铣刀,其特征在于:包括切削刃部(2),所述切削刃部(2)一端设置刃口部(21)、另一端与刀柄(1)连接;
2.根据权利要求1所述的一种高转速抗震硬质合金立铣刀,其特征在于:所述刃口部(21)中心设置切削刀芯(22),所述切削刀芯(22)与刀柄(1)同轴、直径为刀柄(1)直径的55%-60%,所述切削刀芯(22)外侧面圆周上均匀布置有四组切削刀齿(23),每两组所述切削刀齿(23)之间均形成一组齿间角,四组齿间角的角度分别为0°、87°、178°和269°。
3.根据权利要求2所述的一种高转速抗震硬质合金立铣刀,其特征在于:所述切削刀齿(23)沿切削刃部(2)轴线螺旋旋转形成法向圆弧刃(25),所述法向圆弧刃(25)刃宽为1.4-1.5mm,两组所述法向圆弧刃(25)之间形成排屑槽(24)。
4.根据权利要求3所述的一种高转速抗震硬质合金立铣刀,其特征在于:所述排屑槽(24)伸入切削刃部(2)内部螺旋设置、深度设置为1.9mm,所述法向圆弧刃(25)靠近切削刃部(2)前端螺旋形成前刀面(26)、靠近切削刃部(2)后端螺旋形成后刀面(27)。
5.根据权利要求3所述的一种高转速抗震硬质合金立铣刀,其特征在于:所述排屑槽(24)分别设置有四组,每组所述排屑槽(24)的螺旋角均不一致、角度在34°、35°、36°、37°中间变化。
6.根据权利要求4所述的一种高转速抗震硬质合金立铣刀,其特征在于:所述前刀面(26)与切削刃部(2)轴线之间形成起始螺旋角,起始螺旋角角度为8°,所述后刀面(27)与切削刃部(2)轴线之间形成终止螺旋角,终止螺旋角角度为12°。
技术总结
本技术适用于合金立铣刀技术领域,一种高转速抗震硬质合金立铣刀,包括切削刃部,所述切削刃部一端设置刃口部、另一端与刀柄连接;其中,所述刃口部顶部设置为钝圆结构、其钝圆半径为0.002mm‑0.004mm,所述刀柄设置为直径为10mm的圆柱形、直径与切削刃部外侧一致。该装置解决了合金立铣刀加工时钛合金零件发生回弹,造成高频颤振和很高的切削温度,从而加速刀具后刀面的磨损,降低了零件加工质量,并限制了切削效率的提高。达到了通过刀具自身结构的改变在加工过程中减弱自激振动和强迫振动,增加自身阻尼来进行减振,提高刀具使用寿命的效果。
技术研发人员:周静波
受保护的技术使用者:苏州三骏工具科技有限公司
技术研发日:20230607
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!