一种卡簧型连接链节销片装配铆头设备的制作方法
本技术涉及链条,具体为一种卡簧型连接链节销片装配铆头设备。
背景技术:
1、链条是由若干组件(或元件)以铰链副形式串接起来的挠性件,非共轭啮合传动,兼具齿轮传动和带传动的特点,是重要的机械传动基础件,链条传动比传递力大、效率高、寿命长、适应性强、维修方便,适用于大中心距、定速比、多轴传动,环境恶劣的开式传动,冲击振动大的传动,大载荷低速传动和润滑良好的高速传动工况,自19世纪发明滚子链以来,随着近代工业革命的深入发展,新材料的不断产生和现代设计方法的持续改进,在普通滚子链条的基础上派生各种不同结构形式、不同用途、不同材料和不同性能的链条,形成日趋完善、构成完整的链条品种结构。
2、在生产加工连接链节的过程中,为方便销片安装在销轴上,需要对销轴预先进行加工,从而方便后期对销片进行安装,导致加工工序繁琐,耗费时间,同时由于产品自身比较小、薄的特点,工人抓取、拿捏卡簧都不是很称手,所以一直无法提高链条环接效率,目前此类链条规格种类多,采用人工环接上卡簧劳动强度太大,效率低。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种卡簧型连接链节销片装配铆头设备,具备自动化装配,提高连接链节装配效率,降低人力使用的优点,解决了上述技术问题。
3、(二)技术方案
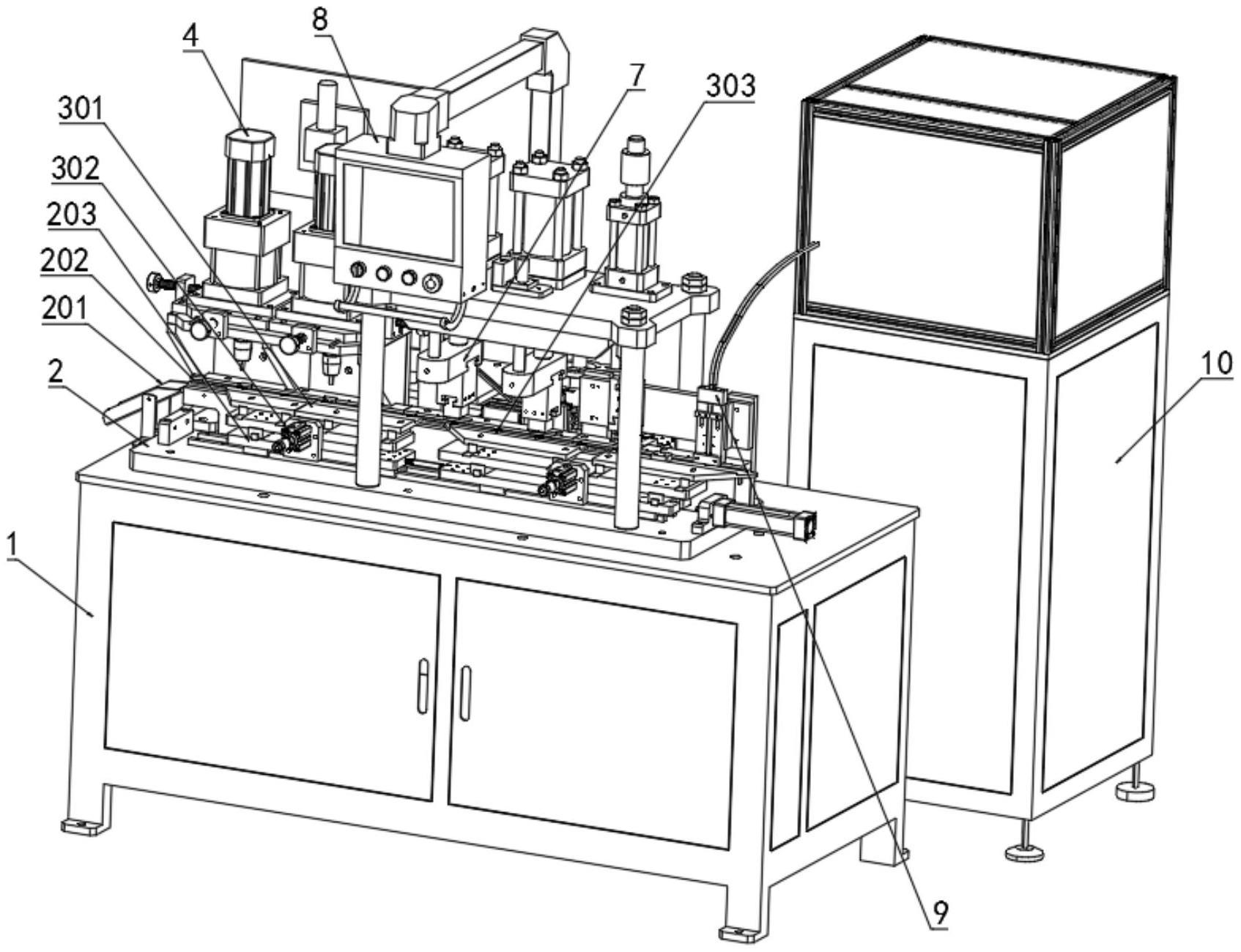
4、为实现上述目的,本实用新型提供如下技术方案:一种卡簧型连接链节销片装配铆头设备,包括底箱和上料机,所述底箱的顶侧固定安装有底座,所述底座的顶侧的前端设置有限位机构,所述底箱顶侧的后端设置有封口机构,所述底箱顶侧的右端固定安装有支撑架,所述支撑架底侧的右端设置有顶伸组件,所述支撑架底侧的右端设置有整形机构,所述底箱顶侧的后端设置有控制面板,所述底座正侧的右端设置有截断机构,所述底箱顶侧的后端分别设置有震动上料斗、上料组件和监测机构。
5、优选的,所述底箱顶侧的左端通过螺丝安装有下料导板,所述底座顶侧的后端固定安装有物料输送座,所述底座顶侧的前端固定安装还有安装座,且所述安装座的顶侧活动连接有限位机构,且所述下料导板的右端与物料输送座左端的排料口平行。
6、通过上述技术方案,装配好的连接链节通过下料导板进行导料收集,同时在安装座的作用下有利于对限位板进行限位,从而提高移动过程中的稳定性以及精度。
7、优选的,所述限位机构包括有限位板、一号气缸和限位槽,所述安装座的顶侧活动连接有限位板,所述安装座的正侧固定安装有一号气缸,所述一号气缸的驱动端固定安装有限位板,所述限位板远离一号气缸的一侧开设有限位槽,且所述限位机构总设置有两组。
8、通过上述技术方案,在进行销片上料时,启动一号气缸带动限位板进行移动,从而通过限位槽对销轴进行限位,方便销片上料后与销轴进行卡合装配。
9、优选的,所述封口机构包括有旋铆机、连接座和封口头,且所述旋铆机的驱动端设置有连接座,所述连接座的底侧固定安装有封口头,且所述封口头分别固定安装在两组连接座底侧的左端和右端。
10、通过上述技术方案,途径封口机构时,旋铆机分别带动两组封口头403对销轴的顶端进行挤压,从而使得销轴的顶端产生形变进行封口,同时在两组封口头的作用下,有利于交错对两组销轴进行封口,从而达到装配的连贯性。
11、优选的,所述顶伸组件包括有二号气缸、固定座一和套筒,所述二号气缸固定安装有支撑架的顶侧,所述二号气缸的驱动端固定安装有固定座一,所述固定座一的底侧固定安装有套筒,且所述套筒总设置有两组,所述套筒的内筒直径大小和形状与销轴相匹配。
12、通过上述技术方案,当销片进行上料后,启动二号气缸带动两组套筒下移并与两组销轴的顶端卡合,随后将销片逐渐推送至销轴的底端进行装配连接。
13、优选的,所述整形机构包括有三号气缸、固定座二和整形块,所述三号气缸的驱动端固定安装有固定座二,所述固定座二的底侧固定安装有整形块,且所述整形块的底侧开设有两组凹槽,所述整形机构总设置有两组,且所述整形块两组之间分别为横向安装和纵向安装结构。
14、通过上述技术方案,当销轴经过整形机构时,两组三号气缸分别带动整形块进行移动,从而通过整形块凹槽对销轴的顶端进行整形,从而方便后面安装第二块销片,节省销轴加工工序。
15、优选的,所述上料组件包括有送料板、推料板、四号气缸和输料导盘,所述送料板固定安装在物料输送座顶侧的后端,所述四号气缸固定安装在底箱顶侧的后端,且所述四号气缸的驱动端固定安装有推料板,且所述送料板远离截断机构的一侧设置有输料导盘,所述输料导盘远离送料板的一端连接有震动上料斗。
16、通过上述技术方案,进行上料时,销片在震动上料斗的作用下通过输料导盘输送至送料板的内侧,随后四号气缸带动推料板将销片推送至销轴的顶侧进行卡合。
17、与现有技术相比,本实用新型提供了一种卡簧型连接链节销片装配铆头设备,具备以下有益效果:
18、1、本实用新型通过四号气缸带动推料板将销片推送至销轴的顶侧进行卡合,随后启动二号气缸带动两组套筒下移并与两组销轴的顶端卡合,随后推送至销轴的底端,随后限位机构恢复原位,销轴继续移动,当销轴经过整形机构时,两组三号气缸分别带动整形块进行移动,从而通过整形块凹槽对销轴的顶端进行整形,从而方便后面安装第二块销片,自动整形,提高装配效率,减少销轴加工工序;
19、2、本实用新型进行二次销片上料后,销片卡合在整形后销轴的顶端,接着途径封口机构时,旋铆机分别带动两组封口头对销轴的顶端进行挤压,从而使得销轴的顶端产生形变进行封口,同时在两组封口头的作用下,有利于交错对两组销轴进行封口,从而达到装配的连贯性,并且在进行装配的过程中,在监测机构的作用下,有利于通过摄像头对上料或装配过程进行实时监测,并且在自动装配的作用下,有利于降低人工装配难度以及耗费人力的优点。
技术特征:
1.一种卡簧型连接链节销片装配铆头设备,包括底箱(1)和上料机(10),其特征在于:所述底箱(1)的顶侧固定安装有底座(2),所述底座(2)的顶侧的前端设置有限位机构(3),所述底箱(1)顶侧的后端设置有封口机构(4),所述底箱(1)顶侧的右端固定安装有支撑架(5),所述支撑架(5)底侧的右端设置有顶伸组件(6),所述支撑架(5)底侧的右端设置有整形机构(7),所述底箱(1)顶侧的后端设置有控制面板(8),所述底座(2)正侧的右端设置有截断机构(9),所述底箱(1)顶侧的后端分别设置有震动上料斗(11)、上料组件(12)和监测机构(13)。
2.根据权利要求1所述的一种卡簧型连接链节销片装配铆头设备,其特征在于:所述底箱(1)顶侧的左端通过螺丝安装有下料导板(201),所述底座(2)顶侧的后端固定安装有物料输送座(202),所述底座(2)顶侧的前端固定安装还有安装座(203),且所述安装座(203)的顶侧活动连接有限位机构(3),且所述下料导板(201)的右端与物料输送座(202)左端的排料口平行。
3.根据权利要求2所述的一种卡簧型连接链节销片装配铆头设备,其特征在于:所述限位机构(3)包括有限位板(301)、一号气缸(302)和限位槽(303),所述安装座(203)的顶侧活动连接有限位板(301),所述安装座(203)的正侧固定安装有一号气缸(302),所述一号气缸(302)的驱动端固定安装有限位板(301),所述限位板(301)远离一号气缸(302)的一侧开设有限位槽(303),且所述限位机构(3)总设置有两组。
4.根据权利要求1所述的一种卡簧型连接链节销片装配铆头设备,其特征在于:所述封口机构(4)包括有旋铆机(401)、连接座(402)和封口头(403),且所述旋铆机(401)的驱动端设置有连接座(402),所述连接座(402)的底侧固定安装有封口头(403),且所述封口头(403)分别固定安装在两组连接座(402)底侧的左端和右端。
5.根据权利要求1所述的一种卡簧型连接链节销片装配铆头设备,其特征在于:所述顶伸组件(6)包括有二号气缸(601)、固定座一(602)和套筒(603),所述二号气缸(601)固定安装有支撑架(5)的顶侧,所述二号气缸(601)的驱动端固定安装有固定座一(602),所述固定座一(602)的底侧固定安装有套筒(603),且所述套筒(603)总设置有两组,所述套筒(603)的内筒直径大小和形状与销轴相匹配。
6.根据权利要求1所述的一种卡簧型连接链节销片装配铆头设备,其特征在于:所述整形机构(7)包括有三号气缸(701)、固定座二(702)和整形块(703),所述三号气缸(701)的驱动端固定安装有固定座二(702),所述固定座二(702)的底侧固定安装有整形块(703),且所述整形块(703)的底侧开设有两组凹槽,所述整形机构(7)总设置有两组,且所述整形块(703)两组之间分别为横向安装和纵向安装结构。
7.根据权利要求2所述的一种卡簧型连接链节销片装配铆头设备,其特征在于:所述上料组件(12)包括有送料板(1201)、推料板(1202)、四号气缸(1203)和输料导盘(1204),所述送料板(1201)固定安装在物料输送座(202)顶侧的后端,所述四号气缸(1203)固定安装在底箱(1)顶侧的后端,且所述四号气缸(1203)的驱动端固定安装有推料板(1202),且所述送料板(1201)远离截断机构(9)的一侧设置有输料导盘(1204),所述输料导盘(1204)远离送料板(1201)的一端连接有震动上料斗(11)。
技术总结
本技术涉及链条技术领域,且公开了种卡簧型连接链节销片装配铆头设备,包括底箱和上料机,所述底箱的顶侧固定安装有底座。本技术通过四号气缸带动推料板将销片推送至销轴的顶侧进行卡合,随后启动二号气缸带动两组套筒下移并与两组销轴的顶端卡合,随后推送至销轴的底端,随后限位机构恢复原位,销轴继续移动,当销轴经过整形机构时,两组三号气缸分别带动整形块进行移动,从而通过整形块凹槽对销轴的顶端进行整形,从而方便后面安装第二块销片,自动整形,提高装配效率,减少销轴加工工序,在监测机构的作用下,有利于通过摄像头对上料或装配过程进行实时监测,并且在自动装配的作用下,有利于降低人工装配难度以及耗费人力的优点。
技术研发人员:徐文平,温慧龙,雷张毅
受保护的技术使用者:宁波劲工机械有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!