一种热轧钢管矫正防弯曲装置的制作方法
本技术涉及矫正防弯曲装置,尤其涉及一种热轧钢管矫正防弯曲装置。
背景技术:
1、热轧是相对于冷轧而言的,冷轧是在在结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。热轧可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
2、热轧的钢管具有不同的尺寸,对于钢管的矫正,需要选择间距、尺寸合适的矫正辊进行矫正。如果矫正辊的间距过大,会导致钢管不易被矫正完全,影响钢管的矫正效果;如果矫正辊的间距过小,会导致钢管在矫正的过程中出现破碎、断裂的情况,同样不利于钢管的矫正。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种热轧钢管矫正防弯曲装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
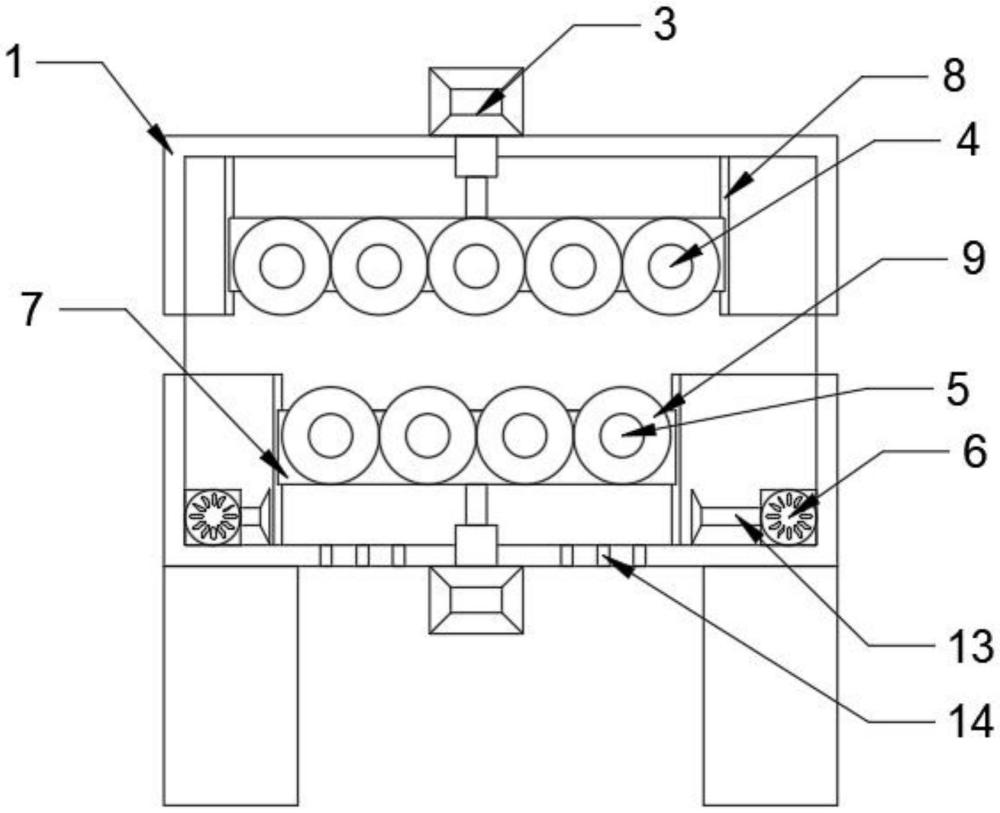
3、一种热轧钢管矫正防弯曲装置,包括机体,所述机体一侧的中部设置有进料口,另一侧对应设置有出料口,机体内部的上、下两侧均设有安装板,并且安装板的外侧均设置有电动伸缩杆,上方安装板的一侧设置有上链轮组,下方安装板的一侧设置有下链轮组;所述机体底部的两侧均设置有气泵,气泵的输出端与喷气管连接,并且机体的底壁上设置有多个下料口。
4、此外,优选的结构是,所述上链轮组、下链轮组的后方均设置有驱动电机,并且驱动电机的输出端与上链轮组、下链轮组相连接。
5、此外,优选的结构是,所述上链轮组和下链轮组的外部均设置有矫正辊。
6、此外,优选的结构是,下方所述安装板内的链轮数量与上方安装板内的链轮数量互为奇偶数,并且下方链轮与上方链轮交错设置。
7、此外,优选的结构是,所述安装板的两侧均设置有滑轨,安装板在滑轨内活动。
8、此外,优选的结构是,所述机体的外侧设置有控制面板,并且控制面板通过电信号与驱动电机和电动伸缩杆连接。
9、本实用新型的有益效果为:通过上、下两侧的链轮组的同步转动使得矫正辊之间同步转动,以此使得矫正辊可以对热轧钢管进行调直,并通过电动伸缩杆可以调节矫正辊上、下之间的间距,以此使得本装置可以对不同尺寸的热轧钢管进行矫正,并且气泵可以将钢管调直时产生的废料清除。
技术特征:
1.一种热轧钢管矫正防弯曲装置,包括机体(1),其特征在于,所述机体(1)一侧的中部设置有进料口(10),另一侧对应设置有出料口(11),机体(1)内部的上、下两侧均设有安装板(7),并且安装板(7)的外侧均设置有电动伸缩杆(3),上方安装板(7)的一侧设置有上链轮组(4),下方安装板(7)的一侧设置有下链轮组(5);
2.根据权利要求1所述的一种热轧钢管矫正防弯曲装置,其特征在于,所述上链轮组(4)、下链轮组(5)的后方均设置有驱动电机,并且驱动电机的输出端与上链轮组(4)、下链轮组(5)相连接。
3.根据权利要求2所述的一种热轧钢管矫正防弯曲装置,其特征在于,所述上链轮组(4)和下链轮组(5)的外部均设置有矫正辊(9)。
4.根据权利要求1所述的一种热轧钢管矫正防弯曲装置,其特征在于,下方所述安装板(7)内的链轮数量与上方安装板(7)内的链轮数量互为奇偶数,并且下方链轮与上方链轮交错设置。
5.根据权利要求1所述的一种热轧钢管矫正防弯曲装置,其特征在于,所述安装板(7)的两侧均设置有滑轨(8),安装板(7)在滑轨(8)内活动。
6.根据权利要求1所述的一种热轧钢管矫正防弯曲装置,其特征在于,所述机体(1)的外侧设置有控制面板(12),并且控制面板(12)通过电信号与驱动电机和电动伸缩杆(3)连接。
技术总结
本技术涉及矫正防弯曲装置领域,尤其涉及一种热轧钢管矫正防弯曲装置,机机体一侧的中部设置有进料口,另一侧对应设置有出料口,机体内部的上、下两侧均设有安装板,并且安装板的外侧均设置有电动伸缩杆,上方安装板的一侧设置有上链轮组,下方安装板的一侧设置有下链轮组;机体底部的两侧均设置有气泵,气泵的输出端与喷气管连接,并且机体的底壁上设置有多个下料口。本技术中,通过上、下两侧的链轮组的同步转动使得矫正辊之间同步转动,以此使得矫正辊可以对热轧钢管进行调直,并通过电动伸缩杆可以调节矫正辊上、下之间的间距,以此使得本装置可以对不同尺寸的热轧钢管进行矫正,并且气泵可以将钢管调直时产生的废料清除。
技术研发人员:金兆东,金节,王帅,栗智勇
受保护的技术使用者:天津正安无缝钢管股份有限公司
技术研发日:20230621
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!