一种极耳焊接辅助装置的制作方法
本申请涉及电池,特别涉及一种极耳焊接辅助装置。
背景技术:
1、二次电池(rechargeablebattery)又称为充电电池或蓄电池,是指在电池放电后可通过充电的方式使活性物质激活而继续使用的电池。
2、目前二次电池的生产制作流程主要分为电极制造、电芯装配、化成分容三个部分,在电芯装配环节,极耳激光焊接作为高能量密度电池制造的其中一道工艺,其目的是将超声波预焊好的极耳使用激光焊接在转接片上。
3、但是,在当前的极耳激光焊接的工序过程中,由于激光焊接时会产生高温,导致转接片容易出现热变形,进而导致极耳与转接片焊接处出现间隙,从而影响激光焊接效果;同时,不良的极耳激光焊接也会影响电池的过流能力,降低电池整体性能。
技术实现思路
1、本申请实施例提供一种极耳焊接辅助装置,以解决相关技术中激光焊接过程中转接片容易热变形,导致极耳激光焊接不良的问题。
2、为达到以上目的,本申请实施例提供了一种极耳焊接辅助装置,其包括:
3、工作台;
4、电芯定位件,其设置在工作台上,所述电芯定位件包括电芯容纳区,所述电芯定位件连接有第一推动装置,所述第一推动装置用于推动电芯定位件,使电芯定位件朝向或远离电芯运动;
5、转接片支撑件,其设置在工作台上,并与电芯定位件相连接。
6、一些实施例中,所述电芯定位件包括电芯短边定位块,所述电芯短边定位块与第一推动装置相连接;
7、所述转接片支撑件包括转接片支撑板和中间隔板,所述中间隔板设置在电芯短边定位块朝向电芯容纳区的一侧,或者,所述中间隔板沿电芯短边定位块的移动方向设置在电芯容纳区中,所述转接片支撑板连接于中间隔板远离工作台的一侧,且所述转接片支撑板与电芯短边定位块相连接,转接片支撑板朝向电芯容纳区的一端设置有用于避让极耳的避让区。
8、一些实施例中,所述电芯短边定位块有两个,两个所述电芯短边定位块至少有一个与第一推动装置连接,所述第一推动装置用于驱使两个电芯短边定位块相向或相背运动。
9、一些实施例中,沿所述电芯短边定位块的运动方向,所述中间隔板与避让区错位设置。
10、一些实施例中,所述中间隔板沿电芯短边定位块的运动方向分设在避让区的两侧。
11、一些实施例中,其还包括极耳压紧件:
12、所述电芯定位件包括电芯短边定位块和电芯长边定位块;
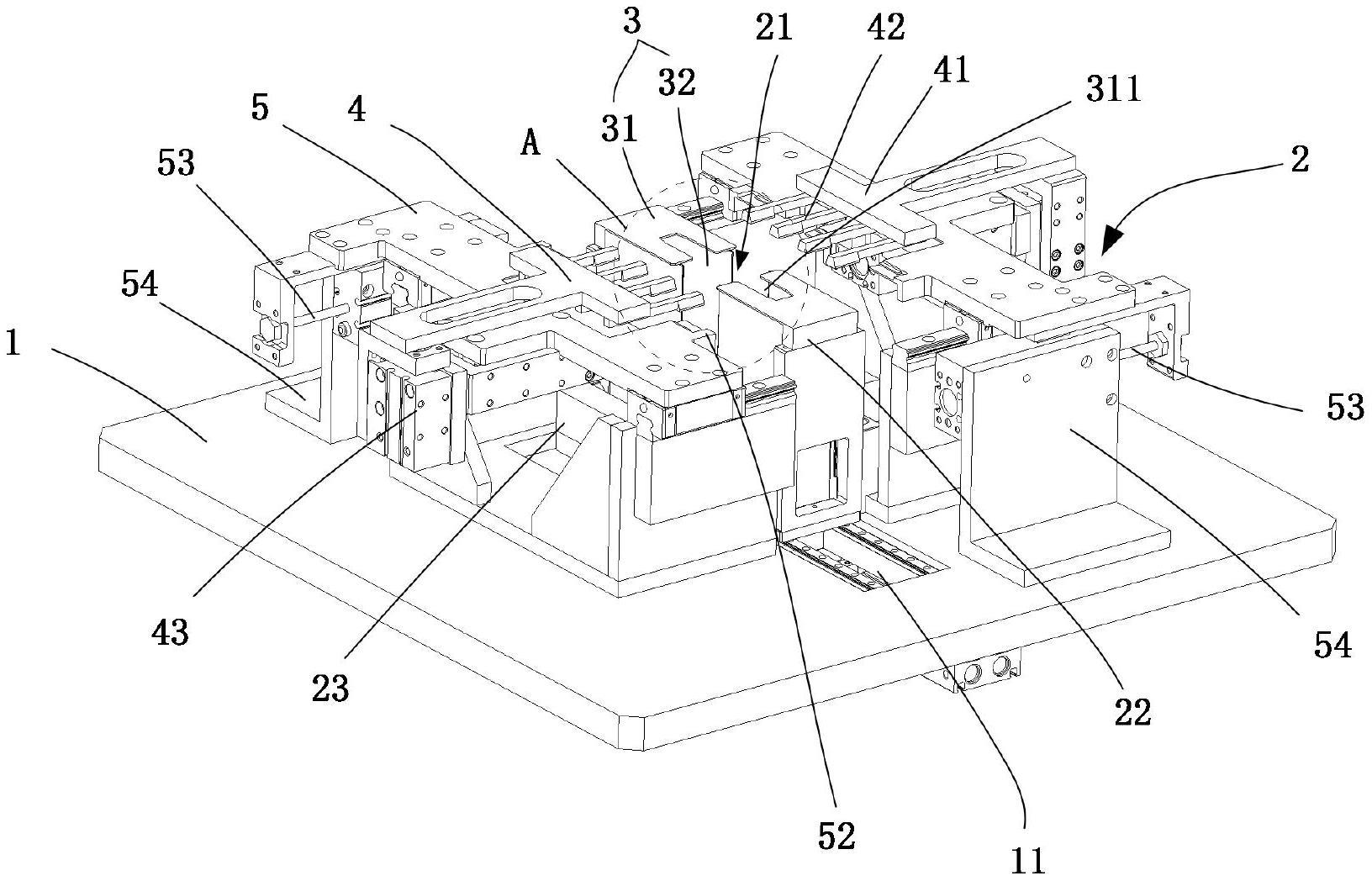
13、所述转接片支撑件设置在电芯短边定位块上,所述极耳压紧件活动设置在电芯长边定位块上,且极耳压紧件连接有第二推动装置,所述第二推动装置用于驱使极耳压紧件向靠近或远离电芯容纳区的方向移动,所述转接片支撑件与极耳压紧件被配置为,当电芯被夹持于电芯定位件中时,转接片被压持于转接片支撑件与极耳压紧件之间。
14、一些实施例中,所述电芯长边定位块上活动设置有绝缘片定位板,所述绝缘片定位板连接有第三推动装置,所述第三推动装置用于驱使所述绝缘片定位板向靠近或远离电芯容纳区的方向移动,且所述绝缘片定位板朝向电芯容纳区的一侧设置有定位部。
15、一些实施例中,所述电芯短边定位块包括抵接部,所述绝缘片定位板包括用于与抵接部相接的凸起部。
16、一些实施例中,所述极耳压紧件包括极耳压紧板和多个极耳压紧齿,所述极耳压紧齿间隔设置在极耳压紧板朝向电芯容纳区的一端,且所述极耳压紧齿被配置为,当电芯被夹持于电芯定位件中时,所述极耳压紧齿压持在极耳上。
17、一些实施例中,所述工作台上设置有滑轨;
18、所述电芯定位件包括电芯短边定位块和电芯长边定位块,所述电芯短边定位块和/或电芯长边定位块滑设于滑轨之上。
19、本申请提供的技术方案带来的有益效果包括:
20、本申请实施例提供了一种极耳焊接辅助装置,由于在用于焊接的工作台上设置了电芯定位件和转接片支撑件,其中电芯定位件具有容纳电芯的电芯容纳区,第一推动装置可以推动电芯定位件朝向或远离电芯的方向运动,用于夹持电芯、定位电芯,转接片支撑件则与电芯定位件相连接,转接片支撑件在极耳焊接过程中对转接片起到支撑作用,能够防止其在焊接过程中出现热变形,改善极耳激光焊接的质量,因此,能够解决相关技术中激光焊接过程中转接片容易热变形,导致极耳激光焊接不良的问题。
技术特征:
1.一种极耳焊接辅助装置,其特征在于,其包括:
2.如权利要求1所述的极耳焊接辅助装置,其特征在于:
3.如权利要求2所述的极耳焊接辅助装置,其特征在于:
4.如权利要求2所述的极耳焊接辅助装置,其特征在于:
5.如权利要求2所述的极耳焊接辅助装置,其特征在于:
6.如权利要求1所述的极耳焊接辅助装置,其特征在于,其还包括极耳压紧件(4):
7.如权利要求6所述的极耳焊接辅助装置,其特征在于:
8.如权利要求7所述的极耳焊接辅助装置,其特征在于:
9.如权利要求6所述的极耳焊接辅助装置,其特征在于:
10.如权利要求1所述的极耳焊接辅助装置,其特征在于:
技术总结
本申请涉及电池技术领域,特别涉及一种极耳焊接辅助装置。所述极耳焊接辅助装置包括工作台、电芯定位件以及转接片支撑件,其中,电芯定位件设置在工作台上,所述电芯定位件包括电芯容纳区,所述电芯定位件连接有第一推动装置,所述第一推动装置用于推动电芯定位件,使电芯定位件朝向或远离电芯运动;转接片支撑件设置在工作台上,并与电芯定位件相连接。本申请实施例通过提供一种极耳焊接辅助装置,以解决相关技术中激光焊接过程中转接片容易热变形,导致极耳激光焊接不良的问题。
技术研发人员:靳玲伟,李腾生,崔俊伟,王兴东
受保护的技术使用者:瑞浦兰钧能源股份有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!