注锡装置的制作方法
本技术涉及焊接,尤其是涉及一种注锡装置。
背景技术:
1、注锡是将处于熔融状态下的焊料,通过导管直接注入到通孔内,完成焊接工作。锡焊焊料的成分主要是锡金属,可包含其它如铅、银、铜等金属成分;焊接过程为焊料融化后,浸润到元器件引脚和pcb通孔间,在焊料冷却后形成焊接层,从而实现元器件和pcb的电气连接以及固定。
2、现有技术中,常见的锡焊方式包含有:1、波峰焊:包含普通波峰焊、氮气波峰焊、选择性波峰焊等,因原理的限制,对于单个焊点的通孔内的锡量是完全失控的,每个焊点的锡量或多或少;2、锡丝焊:包含激光锡丝焊接、套管锡丝焊接、烙铁锡丝焊接等;这些方法在自动化程度高的情况下,可实现锡丝定量焊接,但由于锡丝一般存在助焊剂,在焊点内偶发性的会存在气泡残留。然而,上述传统的锡焊方式容易造成熔锡的使用浪费,同时控制量也并不精确,并不便于细小拥挤的焊点的锡焊,对于不同的焊接要求,大多需要手动控制调节,自动化程度低,导致焊接效率低。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出了一种注锡装置,可提升针对通孔插件类元器件焊点的焊接质量,达到锡量可控、焊点无气泡残留、无有机物、碳元素等杂质、高可靠的目标。
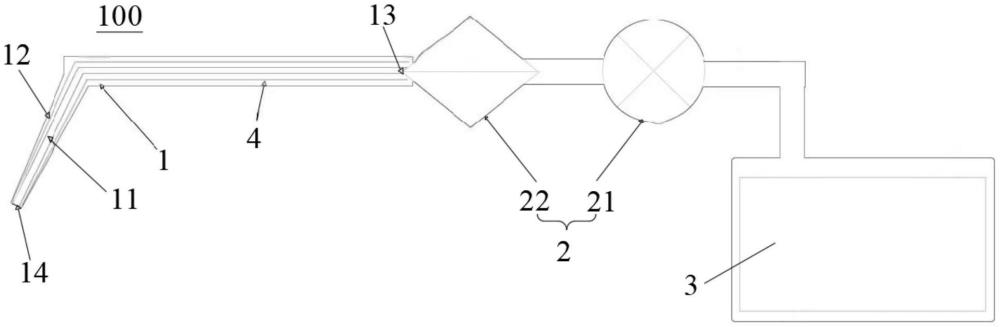
2、根据本实用新型实施例的注锡装置,包括:注锡管,所述注锡管内设置有贯通的注锡流道,所述注锡管的一端为尖端结构;控制组件,所述控制组件包括:驱动件和控制阀,所述驱动件与所述注锡管远离所述尖端结构的一端相连,以用于驱动锡液流经所述注锡流道并注入至焊孔内,所述控制阀设置在所述驱动件与所述注锡管之间,以用于控制流入所述注锡流道中的锡液流量。
3、根据本实用新型实施例的注锡装置,通过将注锡管的一端设为尖端结构,使注锡管大致呈针型结构,这样,可以使锡液缓缓注入,而不是一下子大量注入,在一定程度上控制锡液量,并且将锡液直接注入至焊孔内,无需借助助焊剂,这样可以避免气泡残留,且无有机物、碳元素等杂质,实现高可靠的焊点连接效果。而且,通过控制组件中的驱动件及控制阀,能够精准调节流入注锡管内的锡液量,以根据不同的焊孔要求实现不同锡液量的注入,保证了锡液量的精准控制,从而实现了定量焊接,以及实现自动化作业。
4、根据本实用新型的一些实施例,所述注锡管的两端分别为注锡入口和注锡出口,所述注锡管靠近所述注锡出口的至少部分为所述尖端结构,所述尖端结构从远离所述注锡出口的一端至靠近所述注锡出口的一端的横截面呈渐缩型。
5、根据本实用新型的一些实施例,所述注锡流道位于所述尖端结构末端处的管口形状为圆孔型、十字型、一字型、半月型、多边型、螺旋型、叶轮型中的一种。
6、根据本实用新型的一些实施例,所述注锡流道位于所述尖端结构的部分中,从远离所述尖端结构末端处的一端至另一端的方向上,管径大小呈渐缩型。
7、根据本实用新型的一些实施例,所述注锡管为直线型管或折弯型管或螺旋型管,且所述注锡管包括:相连的第一管段和第二管段,所述第一管段远离所述第二管段的一端设置有连接部,所述连接部与所述控制组件相连,所述第二管段为所述尖端结构,所述第一管段和所述第二管段之间的夹角为任意角度。
8、根据本实用新型的一些实施例,所述注锡流道的管径为r,所述r满足关系式:0.1mm≤r≤1mm。
9、根据本实用新型的一些实施例,所述控制组件还包括:控制模块,所述控制模块分别与所述控制阀、所述驱动件电连接,所述驱动件和所述控制阀用于接收来自所述控制模块发送的控制信号进行工作。
10、根据本实用新型的一些实施例,还包括:容锡容器,所述容锡容器与所述驱动件相连通,以用于储备锡液以及在所述驱动件的驱动下向所述注锡管注入锡液。
11、根据本实用新型的一些实施例,还包括:电加热件,所述电加热件设置在所述注锡管内,且所述电加热件围设在所述注锡流道的外周。
12、根据本实用新型的一些实施例,所述注锡管由钛合金或不锈钢或陶瓷材料制成。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种注锡装置,其特征在于,包括:
2.根据权利要求1所述的注锡装置,其特征在于,所述注锡管的两端分别为注锡入口和注锡出口,所述注锡管靠近所述注锡出口的至少部分为所述尖端结构,所述尖端结构从远离所述注锡出口的一端至靠近所述注锡出口的一端的横截面呈渐缩型。
3.根据权利要求1所述的注锡装置,其特征在于,所述注锡流道位于所述尖端结构末端处的管口形状为圆孔型、十字型、一字型、半月型、多边型、螺旋型、叶轮型中的一种。
4.根据权利要求1所述的注锡装置,其特征在于,所述注锡流道位于所述尖端结构的部分中,从远离所述尖端结构末端处的一端至另一端的方向上,管径大小呈渐缩型。
5.根据权利要求1所述的注锡装置,其特征在于,所述注锡管为直线型管或折弯型管或螺旋型管,且所述注锡管包括:相连的第一管段和第二管段,所述第一管段远离所述第二管段的一端设置有连接部,所述连接部与所述控制组件相连,所述第二管段为所述尖端结构,所述第一管段和所述第二管段之间的夹角为任意角度。
6.根据权利要求1所述的注锡装置,其特征在于,所述注锡流道的管径为r,所述r满足关系式:0.1mm≤r≤1mm。
7.根据权利要求1所述的注锡装置,其特征在于,所述控制组件还包括:控制模块,所述控制模块分别与所述控制阀、所述驱动件电连接,所述驱动件和所述控制阀用于接收来自所述控制模块发送的控制信号进行工作。
8.根据权利要求1所述的注锡装置,其特征在于,还包括:容锡容器,所述容锡容器与所述驱动件相连通,以用于储备锡液以及在所述驱动件的驱动下向所述注锡管注入锡液。
9.根据权利要求1所述的注锡装置,其特征在于,还包括:电加热件,所述电加热件设置在所述注锡管内,且所述电加热件围设在所述注锡流道的外周。
10.根据权利要求1所述的注锡装置,其特征在于,所述注锡管由钛合金或不锈钢或陶瓷材料制成。
技术总结
本技术公开了一种注锡装置,包括:注锡管,所述注锡管内设置有贯通的注锡流道,所述注锡管的一端为尖端结构;控制组件,所述控制组件包括:驱动件和控制阀,所述驱动件与所述注锡管远离所述尖端的一端相连,以用于驱动锡液流经所述注锡流道并注入至焊孔内,所述控制阀设置在所述驱动件与所述注锡管之间,以用于控制流入所述注锡流道中的锡液流量。可提升针对通孔插件类元器件焊点的焊接质量,达到锡量可控、焊点无气泡残留、无有机物、碳元素等杂质、高可靠的目标。
技术研发人员:丁元新,张浩海,贾超,刘宇,刘文彬
受保护的技术使用者:深南电路股份有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!