一种行走装置自动装配生产线的制作方法
本技术属于起重机加工件装配,具体涉及的是一种行走装置自动装配生产线。
背景技术:
1、起重机是指在一定范围内垂直提升和水平搬运重物的多动作起重机械,起重机主要包括桥架结构、小车结构和运行结构,运行结构中最重要的部件是行走装置,行走装置用于支撑起重机的载荷,行走装置包括轮毂、车轮轴、轴承、轴承箱、隔套、端盖、弹垫、螺栓等,传统对于行走装置的装配是通过人工通过行吊等进行搬运到各个压装机设备,进行组装,这样劳动强度高,耗时耗力,并且工作效率低。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种行走装置自动装配生产线,解决了传统行走装置通过人工搬运组装强度大,效率低等技术问题。
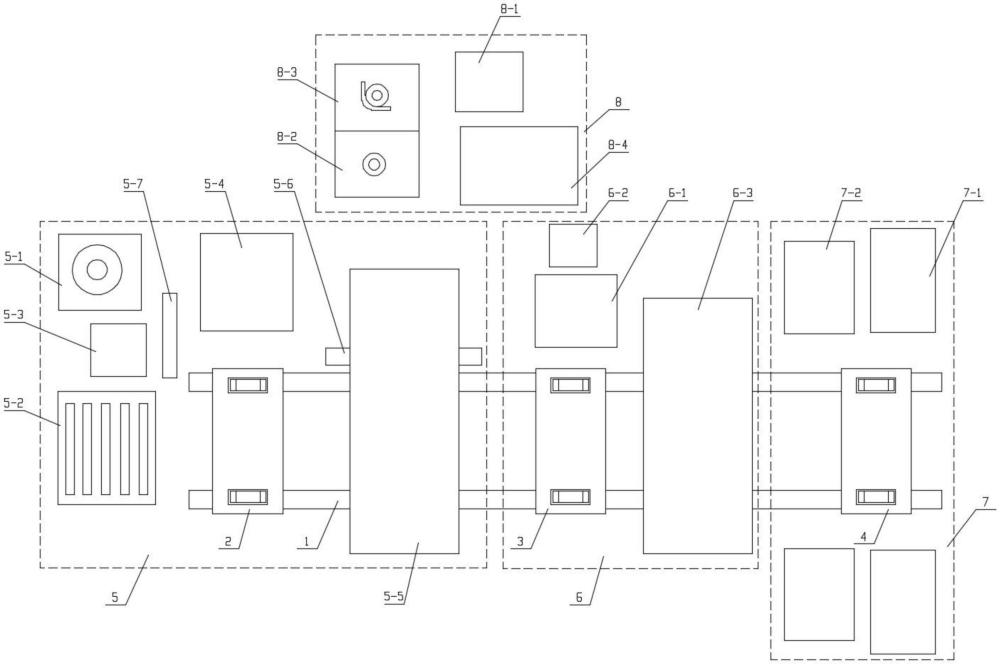
2、为了解决上述问题,本实用新型的技术方案为:一种行走装置自动装配生产线,其中:包括沿左右方向设置的输送轨道线和依次设于输送轨道线上的第一输送小车、第二输送小车和第三输送小车;所述输送轨道线上从左往后依次设置为第一工位、第二工位和第三工位,所述第一工位和第二工位之间的输送轨道线后侧设置有第四工位;
3、所述第一工位包括轮毂栈板、车轮轴栈板、第一感应加热器、第一机械手和卧式轮轴压装机,所述卧式轮轴压装机架设于输送轨道线上,所述卧式轮轴压装机下方的输送轨道线后侧平行设置有轮毂输送线,所述第一工位完成对轮毂和车轮轴的压装,所述第一输送小车对车轮轴进行运输;
4、所述第四工位包括第三机械手、轴承栈板、轴承座栈板和立式轴承压装机,所述第四工位完成对轴承和轴承座的压装;所述第二工位包括第二机械手、第二感应加热器和卧式轴承压装机,所述卧式轴承压装机架设于输送轨道线上,所述第二工位完成对车轮和和轴承箱的压装,所述第二输送小车将车轮从卧式轮轴压装机移送至卧式轴承压装机处;
5、所述第三工位包括两组悬挂手持式拧紧装置和两组零件栈板,所述悬挂手持式拧紧装置和零件栈板分别设于输送轨道线前后两侧,所述第三工位完成对行走装置的拧紧,所述第三输送小车将卧式轴承压装机压装完成后的产品移送至第三工位进行拧紧工作。
6、进一步,所述第一输送小车、第二输送小车和第三输送小车上均设置有升降装置,所述升降装置顶部设置有“v”形支撑台。
7、进一步,所述第一工位还包括ccd模块,所述ccd模块对轮毂和车轮轴的键槽位置进行检测。
8、进一步,所述自动装配生产线还包括控制系统,所述控制系统分别与第一输送小车、第二输送小车、第三输送小车、第一感应加热器、第一机械手、卧式轮轴压装机、轮毂输送线、ccd模块、第三机械手、立式轴承压装机、第二机械手、第二感应加热器和卧式轴承压装机之间电气连接。
9、进一步,所述输送轨道线上设置有第一接近开关、第二接近开关、第三接近开关和第四接近开关,所述第一接近开关设于输送轨道线左端,所述第二接近开关设于卧式轮轴压装机相对应的输送轨道线上,所述第三接近开关设于卧式轴承压装机相对应的输送轨道线上,所述第四接近开关设于输送轨道线右端,所述第一接近开关、第二接近开关、第三接近开关和第四接近开关分别与控制系统之间电气连接。
10、进一步,所述悬挂手持式拧紧装置包括支撑柱、支撑臂、悬挂臂和电动扭矩扳手,所述支撑柱竖直固定设于地面上,所述支撑臂水平设于支撑柱顶面,且所述支撑臂一端与支撑柱顶面转动连接,所述悬挂臂顶端转动设于支撑臂另一端底面,所述电动扭矩扳手固定设于悬挂臂底端。
11、与现有技术相比,本实用新型的有益效果:
12、本实用新型通过将行走装置的装配过程依次设置在输送轨道线上,各个工位依次设置,自动化程度高,大大提高了工作效率,省时省力,降低了人工成本。
13、第一工位:第一机械手将车轮轴栈板上的待装配车轮轴抓取移动至第一输送小车上且水平放置,第一输送小车带动待装配车轮轴移动至卧式轮轴压装机处,第一输送小车上的升降装置将车轮轴上升至指定位置,第一机械手将轮毂栈板上的待装配轮毂抓取至第一感应加热器上进行加热,将加热后的轮毂继续抓取至轮毂输送线上,轮毂竖直放置,轮毂输送线移动将轮毂输送至卧式轮轴压装机处,卧式轮轴压装机将轮毂和车轮轴进行压装,压装后形成车轮,压装过程中第一输送小车离开,继续回到初始位置进行车轮轴的搬运;
14、第四工位:第三机械手分别将轴承栈板和轴承座栈板上的待装配轴承和待装配轴承座抓取至立式轴承压装机上,立式轴承压装机完成对轴承和轴承座的压装,形成轴承箱;
15、第二工位:第二机械手将第四工位处完成压装的轴承箱抓取至第二感应加热器上进行加热,将加热后的轴承箱抓取移动至卧式轴承压装机处,第二输送小车移动至卧式轮轴压装机处,将压装完后的车轮输送至卧式轴承压装机处,卧式轴承压装机将轴承箱和车轮进行压装,在压装过程中,第二输送小车离开,继续返回至卧式轮轴压装机处;
16、第三工位:第三输送小车移动至卧式轴承压装机下方,将压装完成的车轮组移动至第三工位处,工作人员在零件栈板上拿取端盖、轴套、螺栓等零件,然后通过手持式拧紧装置进行拧紧工作,完成行走装置的装配。
17、本实用新型采用输送线输送零部件,自动化设备热装轮毂与车轮轴、冷装轴承与轴承座、热装轴承箱与车轮,悬挂手持式拧紧轴装置辅助人工拧紧螺栓,降低劳动强度,提高组装品质与效率。
技术特征:
1.一种行走装置自动装配生产线,其特征在于:包括沿左右方向设置的输送轨道线(1)和依次设于输送轨道线(1)上的第一输送小车(2)、第二输送小车(3)和第三输送小车(4);所述输送轨道线(1)上从左往后依次设置为第一工位(5)、第二工位(6)和第三工位(7),所述第一工位(5)和第二工位(6)之间的输送轨道线(1)后侧设置有第四工位(8);
2.根据权利要求1所述的一种行走装置自动装配生产线,其特征在于:所述第一输送小车(2)、第二输送小车(3)和第三输送小车(4)上均设置有升降装置(9),所述升降装置(9)顶部设置有“v”形支撑台(9-1)。
3.根据权利要求1所述的一种行走装置自动装配生产线,其特征在于:所述第一工位(5)还包括ccd模块(5-7),所述ccd模块(5-7)对轮毂和车轮轴的键槽位置进行检测。
4.根据权利要求3所述的一种行走装置自动装配生产线,其特征在于:所述自动装配生产线还包括控制系统,所述控制系统分别与第一输送小车(2)、第二输送小车(3)、第三输送小车(4)、第一感应加热器(5-3)、第一机械手(5-4)、卧式轮轴压装机(5-5)、轮毂输送线(5-6)、ccd模块(5-7)、第三机械手(8-1)、立式轴承压装机(8-4)、第二机械手(6-1)、第二感应加热器(6-2)和卧式轴承压装机(6-3)之间电气连接。
5.根据权利要求4所述的一种行走装置自动装配生产线,其特征在于:所述输送轨道线(1)上设置有第一接近开关、第二接近开关、第三接近开关和第四接近开关,所述第一接近开关设于输送轨道线(1)左端,所述第二接近开关设于卧式轮轴压装机(5-5)相对应的输送轨道线(1)上,所述第三接近开关设于卧式轴承压装机(6-3)相对应的输送轨道线(1)上,所述第四接近开关设于输送轨道线(1)右端,所述第一接近开关、第二接近开关、第三接近开关和第四接近开关分别与控制系统之间电气连接。
6.根据权利要求1所述的一种行走装置自动装配生产线,其特征在于:所述悬挂手持式拧紧装置(7-1)包括支撑柱(7-1-1)、支撑臂(7-1-2)、悬挂臂(7-1-3)和电动扭矩扳手(7-1-4),所述支撑柱(7-1-1)竖直固定设于地面上,所述支撑臂(7-1-2)水平设于支撑柱(7-1-1)顶面,且所述支撑臂(7-1-2)一端与支撑柱(7-1-1)顶面转动连接,所述悬挂臂(7-1-3)顶端转动设于支撑臂(7-1-2)另一端底面,所述电动扭矩扳手(7-1-4)固定设于悬挂臂(7-1-3)底端。
技术总结
本技术涉及一种行走装置自动装配生产线,属于起重机加工件装配技术领域,解决了传统行走装置通过人工搬运组装强度大,效率低等技术问题。方案为:一种行走装置自动装配生产线,包括沿左右方向设置的输送轨道线和依次设于输送轨道线上的第一输送小车、第二输送小车和第三输送小车;输送轨道线上从左往后依次设置为第一工位、第二工位和第三工位,所述第一工位和第二工位之间的输送轨道线后侧设置有第四工位;所述第一工位完成对轮毂和车轮轴的压装,所述第四工位完成对轴承和轴承座的压装;第二工位完成对车轮和和轴承箱的压装,所述第三工位完成对行走装置的拧紧。本技术自动化程度高,大大提高了工作效率,省时省力,降低了人工成本。
技术研发人员:苗新敏,赵旭东,张天亮,李辉,王越童,郭义
受保护的技术使用者:山西菲特智能装备科技股份有限公司
技术研发日:20230721
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!