一种管路焊接背保气体控制装置的制作方法
本技术涉及半导体装备管路精密焊接,特别涉及一种管路焊接背保气体控制装置。
背景技术:
1、半导体装备管路焊接件,需要焊接过程对焊缝背面提供保护以防止氧化影响其耐腐蚀、强度、疲劳性能,需要严格控制焊缝背面余高尺寸以保证其满足流通流体流量稳定的要求。传统焊接技术通过调整焊接参数方式调节焊缝背面余高,工艺窗口窄,调节范围有限,余高尺寸波动范围大,无法满足精密焊缝要求,因流通稳定性差严重影响装备的质量。
技术实现思路
1、为解决上述技术问题,本实用新型目的是提供一种管路焊接背保气体控制装置;具体技术方案如下:
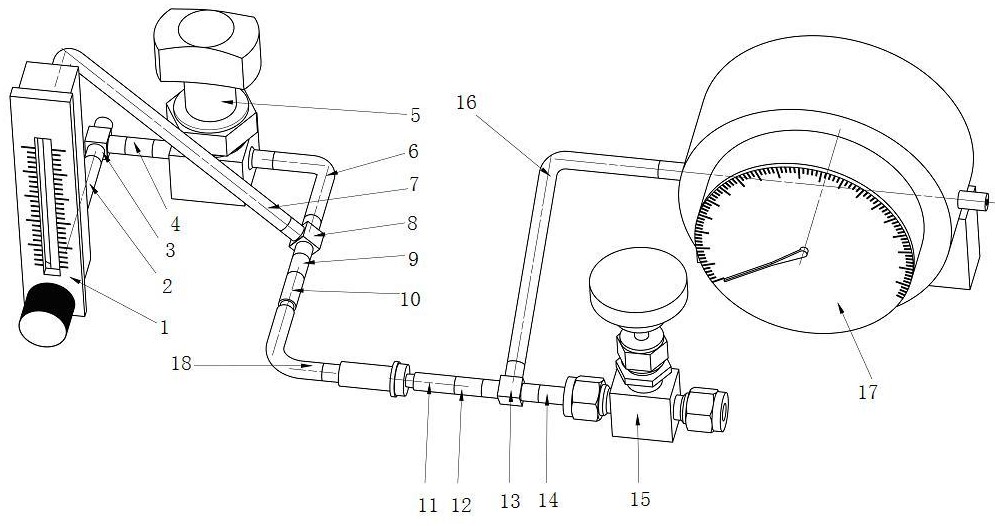
2、一种管路焊接背保气体控制装置,包括转子流量计、手动隔膜阀、针阀、压差计、三通、输气管、通气插管和管路焊接件;
3、控制装置中多处设有三通、输气管和通气插管;
4、所述转子流量计进气端与输气管a一端连接;
5、所述手动隔膜阀进气端与输气管b一端连接;
6、所述输气管a和输气管b的另一端均通过三通a连接气源;
7、所述转子流量计出气端与输气管d一端连接;
8、所述手动隔膜阀出气端与输气管c一端连接;
9、所述输气管c和输气管d的另一端均连接三通b,三通b通过输气管e连接通气插管a;
10、所述转子流量计、手动隔膜阀与三通和输气管组成了管路焊接背保气体进气控制部分;
11、所述针阀与输气管g一端连接;
12、所述压差计与输气管h一端连接;
13、所述输气管g和输气管h的另一端均连接三通c,
14、三通c通过输气管f连接通气插管b;
15、所述针阀、压差计与三通和输气管组成了管路焊接背保气体出气控制部分;
16、通过所述管路焊接件连通通气插管a和通气插管b将管路焊接背保气体进气控制部分与管路焊接背保气体出气控制部分连接在一起。
17、所述的一种管路焊接背保气体控制装置,其优选方案为,所述通气插管a和通气插管b为任意长度、任意锥度和任意壁厚。
18、所述的一种管路焊接背保气体控制装置,其优选方案为,所述输气管a、输气管b、输气管c、输气管d、输气管e、输气管f、输气管g和输气管h的直径和长度根据所述通气插管a通气插管b的尺寸设置,能够为任意形状、任意组合,且分布在同一通道。
19、一种管路焊接背保气体控制装置的工作过程:焊接时,管路焊接背保气体进气控制部分、管路焊接背保气体出气控制部分通过通气插管a、通气插管b和管路焊接件连通,手动隔膜阀闭合,调节转子流量计,进气控制部分向管路焊接件输入恒定的流量背保气体,此时通过调节针阀可以改变管道实际流通面积,可以实现精确调节管路焊接件背保气体压力,背保气体压力可通过压差计读取,通过背保压力的精确调节可实现焊缝背面余高0~0.1倍壁厚的高要求,以满足管路焊接件流通的流体流量高稳定性要求;
20、焊接完成后,取下出气控制部分通气插管b,打开手动隔膜阀,向管路焊接件通过大流量背保气体,实现管路焊接件焊缝快速冷却,防止管路焊接件焊接完成后即取下导致高温焊缝接触大气环境氧化。
21、有益效果
22、本实用新型的控制装置,焊接时可以精确调节背保压力,可以精确调节焊缝背面余高,实现焊缝背面余高0~0.1倍壁厚的高要求,满足了管路焊接件流通的流体流量高稳定性要求。焊接完成后,向管路焊接件吹扫大流量背保气体,实现管路焊接件焊缝快速冷却,防止管路焊接件焊接完成后即取下导致高温焊缝接触大气环境氧化,满足零件耐腐蚀、强度、疲劳性能的要求。本实用新型的技术方案便捷高效,能够有效提升焊接效率。
技术特征:
1.一种管路焊接背保气体控制装置,其特征在于:包括转子流量计(1)、手动隔膜阀(5)、针阀(15)、压差计(17)、三通、输气管、通气插管和管路焊接件(18);
2.根据权利要求1所述的一种管路焊接背保气体控制装置,其特征在于,所述通气插管a(10)和通气插管b(11)为任意长度、任意锥度和任意壁厚。
3.根据权利要求1所述的一种管路焊接背保气体控制装置,其特征在于,所述输气管a(2)、输气管b(4)、输气管c(6)、输气管d(7)、输气管e(9)、输气管f(12)、输气管g(14)和输气管h(16)的直径和长度根据所述通气插管a(10)通气插管b(11)的尺寸设置,能够为任意形状、任意组合,且分布在同一通道。
技术总结
本技术公开了一种管路焊接背保气体控制装置,包括转子流量计、手动隔膜阀、针阀、压差计、三通、输气管、通气插管。所述转子流量计、手动隔膜阀与三通和输气管组成了管路焊接背保气体进气控制部分;可以通过调节手动隔膜阀实现管路焊接背保气体稳定流量输送和大流量吹扫的快速切换。针阀、压差计与三通和输气管组成了管路焊接背保气体出气控制部分;本技术的技术方案可以向管路焊接件通过大流量背保气体,实现了管路焊接件焊缝快速冷却,防止管路焊接件焊接完成后即取下导致高温焊缝接触大气环境氧化。
技术研发人员:武振周,袁毅军,邓越
受保护的技术使用者:沈阳富创精密设备股份有限公司
技术研发日:20230725
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!