一种汽车零部件冲压模具的制作方法
本技术涉及模具,尤其涉及一种汽车零部件冲压模具。
背景技术:
1、目前,冲压加工时基本实现了上模仁、下模仁的成本降低,但冲压过程中,并没有设置对上模仁冲压进行缓冲的装置,导致上模仁对冲压件进行冲压时的噪音较大,使用不便。
2、现有技术cn211135187u公开了一种新型汽车零部件冲压模具,包括冲压底板、下模、冲槽、冲压顶板、上模安装板、冲头、法兰柱、限位柱、滑槽、弹性件。该实用新型的有益效果:设置法兰柱、限位柱及弹性件,使的冲头在对冲压件进行冲压过程中,特别是冲头与冲压件进行接触过程中,有限地降低了噪音产生,设置定位块,通过四个定位块能够对冲压件进行定位,使得冲压位置的精度得到了一定程度上的提高。
3、但在使用时,上述模具的下模不可根据使用情况进行更换,以便进行不同型号的汽车零件冲压加工,使用不便。
技术实现思路
1、本实用新型的目的在于提供一种汽车零部件冲压模具,在使用时,可根据使用情况进行下模的更换操作,以便对不同型号的汽车零部件进行冲压加工,更方便使用。
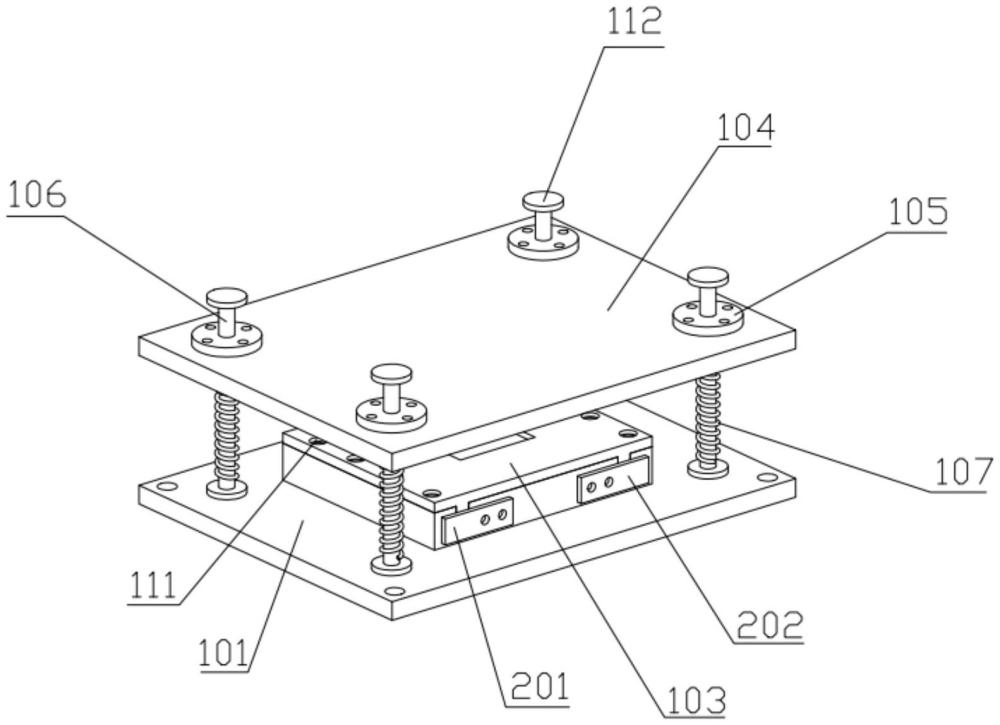
2、为实现上述目的,本实用新型提供了一种汽车零部件冲压模具,包括底座,所述底座具有滑槽,所述滑槽位于所述底座一侧,还包括辅助装置;
3、所述辅助装置包括下模、上模、导套、导柱、弹簧和冲压凸块,所述下模具有滑动凸起,所述滑动凸起与所述滑槽配合,所述下模与所述底座拆卸连接,并位于所述底座上,所述上模位于所述下模远离所述底座一侧,所述导套与所述上模固定连接,并位于所述上模上,所述导柱与所述下模固定连接,并与所述导套滑动连接,且位于所述下模靠近所述导套一侧,所述弹簧一端抵接所述导套,所述弹簧另一端抵接所述导柱,所述弹簧套设在所述导柱外侧,所述冲压凸块与所述上模拆卸连接,并位于所述上模上。
4、其中,所述下模具有冲压腔,所述冲压腔与所述冲压凸块配合,并位于所述下模上。
5、其中,所述下模还具有沉头孔,所述沉头孔位于所述下模上。
6、其中,所述辅助装置还包括限位块,所述限位块与所述导柱转动连接,并位于所述导柱上。
7、其中,所述辅助装置还包括第一稳定块和第二稳定块,所述第一稳定块与所述底座固定连接,并位于所述底座靠近所述下模一侧;所述第二稳定块与所述底座固定连接,并位于所述底座靠近所述下模一侧。
8、本实用新型的一种汽车零部件冲压模具,底座具有滑槽,下模具有滑动凸起,与滑槽配合,实现拆卸安装,进而实现更换,上模位于下模远离底座一侧,与下模配合,实现零件冲压,导套安装在上模上,导柱安装在下模一侧,并与导套滑动配合,弹簧一端抵接导套,弹簧另一端抵接导柱,弹簧套设在导柱外侧,冲压凸块安装在上模一侧,使用时,可通过滑槽与滑动凸起的配合,实现下模的更换与安装,进而实现在使用时,可根据使用情况进行下模的更换操作,以便对不同型号的汽车零部件进行冲压加工,更方便使用。
技术特征:
1.一种汽车零部件冲压模具,包括底座,所述底座具有滑槽,所述滑槽位于所述底座一侧,其特征在于,
2.如权利要求1所述的汽车零部件冲压模具,其特征在于,
3.如权利要求2所述的汽车零部件冲压模具,其特征在于,
4.如权利要求1所述的汽车零部件冲压模具,其特征在于,
5.如权利要求1所述的汽车零部件冲压模具,其特征在于,
技术总结
本技术涉及模具技术领域,具体涉及一种汽车零部件冲压模具;包括底座和辅助装置,底座具有滑槽,辅助装置包括下模、上模、导套、导柱、弹簧和冲压凸块,下模具有滑动凸起,滑动凸起与滑槽配合,下模与底座拆卸连接,导套与上模固定连接,导柱与下模固定连接,并与导套滑动连接,弹簧一端抵接导套,弹簧另一端抵接导柱,弹簧套设在导柱外侧,冲压凸块与上模拆卸连接,使用时,可通过滑槽与滑动凸起的配合,实现下模的更换与安装,进而实现在使用时,可根据使用情况进行下模的更换操作,以便对不同型号的汽车零部件进行冲压加工,更方便使用。
技术研发人员:廖大钊,刘文
受保护的技术使用者:重庆鼎汉巅宏汽车零部件有限公司
技术研发日:20230728
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!