一种用于大型一体式压铸件加工夹具的制作方法
本技术涉及工件加工,特别是涉及一种用于大型一体式压铸件加工夹具。
背景技术:
1、随着压铸工艺在大件上的应用,大件机加工成为大型压铸件生产绕不开的环节。
2、目前行业内的cnc夹具方案本体都是采用整体45#钢或p20料,大型一体式铸件长宽在1.5m左右,如果按照传统方案设计大型一体式铸件夹具,不仅夹具材料成本大幅增加,制作难度也成倍增加,而且夹具的重量也超出了设备台面的承重范围。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种用于大型一体式压铸件加工夹具,用于解决现有技术中cnc夹具本体采用整体45#钢或p20料,不仅夹具材料成本大幅增加,制作难度也成倍增加,而且夹具的重量也超出了设备台面的承重范围的技术问题。
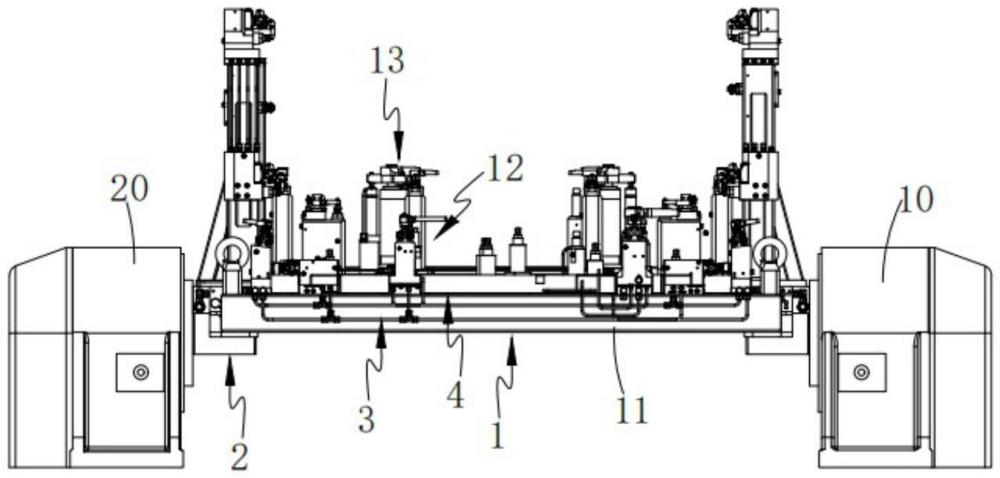
2、为实现上述目的及其他相关目的,本实用新型提供一种用于大型一体式压铸件加工夹具包括:本体框架,所述本体框架由若干组钢梁组成,钢梁为空心结构,本体框架上安装有油压工作单元和气压工作单元;分油连接座,分油连接座安装在本体框架的两侧;油路管线,油路管线的一端与分油连接座相连接,油路管线的另一端连接油压工作单元;以及气路管线气路管线的一端与分油连接座相连接,气路管线的另一端连接气压工作单元;油路管线和气路管线均外接在本体框架上。
3、于本实用新型的一实施例中,钢梁为方钢结构。
4、于本实用新型的一实施例中,方钢为#钢。
5、于本实用新型的一实施例中,钢梁之间通过焊接组成本体框架。
6、于本实用新型的一实施例中,油压工作单元包括:油缸、以及支撑缸,油缸和支撑缸安装在本体框架上。
7、于本实用新型的一实施例中,气压工作单元包括:气检端和吹屑端,气检端和吹屑端安装在本体框架上。
8、于本实用新型的一实施例中,油路管线和气路管线均布置在钢梁的一侧。
9、于本实用新型的一实施例中,油路管线和气路管线均为铜管结构。
10、于本实用新型的一实施例中,钢梁包括:框架梁,框架梁相互焊接组成本体框架的外框架;以及内梁,内梁焊接在外框架内侧的框架梁的内侧壁上。
11、于本实用新型的一实施例中,分油连接座上分别设有若干组的第一流道和若干组的第二流道,第一流道与油路管线相连通,第二流道与气路管线相连通。
12、如上,本实用新型的一种用于大型一体式压铸件加工夹具,具有以下有益效果:采用45#方钢材料的空心状的钢梁焊接组成本体框架,可以在保证夹具整体刚性的前提下,最大限度的减轻夹具重量,实现夹具满足设备台面的承重要求,同时采用方钢焊接也降低了夹具的材料成本。通过将油路管线和气路管线一端与分油连接座进行连接,另一端分别与油压工作单元、气压工作单元进行连接,并且油路管线和气路管线外接在本体框架上,从而避免了本体框架内部走油路管线、气路管线时由于钻孔工序造成的材料报废,进而降低了夹具的制造成本。
技术特征:
1.一种用于大型一体式压铸件加工夹具,其特征在于,包括:
2.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述钢梁(11)为方钢结构。
3.根据权利要求2所述的用于大型一体式压铸件加工夹具,其特征在于:所述方钢为45#钢。
4.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述钢梁(11)之间通过焊接组成所述本体框架(1)。
5.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述油压工作单元(12)包括:油缸(121)、以及支撑缸(122),所述油缸(121)和所述支撑缸(122)安装在所述本体框架(1)上。
6.根据权利要求5所述的用于大型一体式压铸件加工夹具,其特征在于:所述气压工作单元(13)包括:气检端(131)和吹屑端(132),所述气检端(131)和所述吹屑端(132)安装在所述本体框架(1)上。
7.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述油路管线(3)和所述气路管线(4)均布置在所述钢梁(11)的一侧。
8.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述油路管线(3)和所述气路管线(4)均为铜管结构。
9.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述钢梁(11)包括:
10.根据权利要求1所述的用于大型一体式压铸件加工夹具,其特征在于:所述分油连接座(2)上分别设有若干组的第一流道(23)和若干组的第二流道(24),所述第一流道(23)与所述油路管线(3)相连通,所述第二流道(24)与所述气路管线(4)相连通。
技术总结
本技术提供一种用于大型一体式压铸件加工夹具,包括本体框架,所述本体框架由若干组钢梁组成,所述钢梁为空心结构,所述本体框架上安装有油压工作单元和气压工作单元;分油连接座,所述分油连接座安装在所述本体框架的两侧;油路管线,所述油路管线的一端与所述分油连接座相连接,所述油路管线的另一端连接所述油压工作单元;以及气路管线,所述气路管线的一端与所述分油连接座相连接,所述气路管线的另一端连接所述气压工作单元。本技术夹具采用方钢和45#钢焊接组成,保证夹具刚性的基础上降低夹具的重量满足了工艺需求,同时采用方钢焊接也降低了夹具的材料成本;夹具油路、气路采用外部接管,降低了夹具的制造成本。
技术研发人员:鲁志强,叶战义,王健
受保护的技术使用者:浙江极氪智能科技有限公司
技术研发日:20230801
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!