一种真空铣夹工装上负压通道的防堵结构的制作方法
本技术涉及工装夹具领域,特别是一种真空铣夹工装上负压通道的防堵结构。
背景技术:
1、现有技术的真空吸盘,如中国实用新型专利(申请号:2023204589397名称:cnc通用真空吸盘)包括底座、工装板和吸盘组件,所述底座上固定有多组支柱,所述工装板设置于多组支柱的顶部,多个所述吸盘组件安装于工装板上;所述底座上设有抽气腔,每个吸盘组件与抽气腔分别通过气管连通,所述底座的侧壁上安装有与抽气腔连通的抽气嘴;所述工装板上开设有多条零件固定槽和吸盘组件安装槽,所述吸盘组件安装于所述吸盘组件安装槽内,所述工装板上还开设有对零件和边框进行定位的销孔;优点在于:可消除宽度大、腹板薄的零件在加工时的弹刀现象,提高产品质量,通用性强,成本低,而且提高了加工效率,但是其吸盘本体上的吸附零件处的气孔,为防止铁屑堵塞,气孔处装有滤网,而工人在大批量加工同一零件时对气孔处铁屑没有打扫干净,会造成滤网堵塞,无法对零件抽真空,导致零件报废。
技术实现思路
1、本实用新型的目的在于提供一种真空铣夹工装上负压通道的防堵结构,以克服现有技术的缺点。
2、本实用新型的目的通过以下技术方案来实现:一种真空铣夹工装上负压通道的防堵结构,包括吸盘本体,所述吸盘本体上开设有负压孔,所述负压孔的进气端安装有限位座,所述限位座上沿所述负压孔的轴心线开设有进气孔,所述负压孔内滑动安装有堵头,所述负压孔内还安装有复位件,通过所述复位件令所述堵头启闭所述进气孔。
3、优选地,所述复位件包括弹簧和导向杆,所述导向杆固设在所述堵头的底部,所述弹簧套在所述导向杆上,所述弹簧远离所述堵头的一端固定在所述负压孔内。
4、优选地,所述负压孔由依次连接的a段、b段、c段以及d段组成,所述a段、b段以及c段的直径依次减小,所述限位座安装在所述a段内且远离所述b段,所述弹簧通过所述堵头压缩安装在所述b段内,所述导向杆插入所述c段内,所述堵头的底部直径大于所述b段的直径,所述导向杆沿其轴心线开设有a连接孔,所述堵头的侧壁上开设有与所述a连接孔连通的b连接孔。
5、优选地,所述堵头与所述b段之间的距离为l1,所述弹簧的压缩量为l2,所述l1不大于所述l2的十分之一。
6、优选地,所述吸盘本体上开设有密封圈安装槽,所述负压孔位于所述密封圈安装槽的内侧。
7、优选地,所述吸盘本体上还开设有均压槽,所述均压槽由十字槽和环形槽组成,所述十字槽的中心、所述环形槽的中心以及所述密封圈安装槽的中心重合,所述十字槽的四端均贯穿所述环形槽的内圈,所述十字槽的中心位于所述负压孔的轴心线上。
8、与现有技术相比,本实用新型的有益效果为:
9、利用复位件和堵头,当对零件抽真空时,吸力把堵头吸下,气道与零件贴合面贯通,吸附住零件,零件则正常在机床上加工,待零件加工完后,停止抽真空,依靠复位件使堵头复位,气道封闭,当工人取零件时,铁屑则不会堵住气道,工人正常台面清扫即可,零件则不会因气道不畅通而报废。
技术特征:
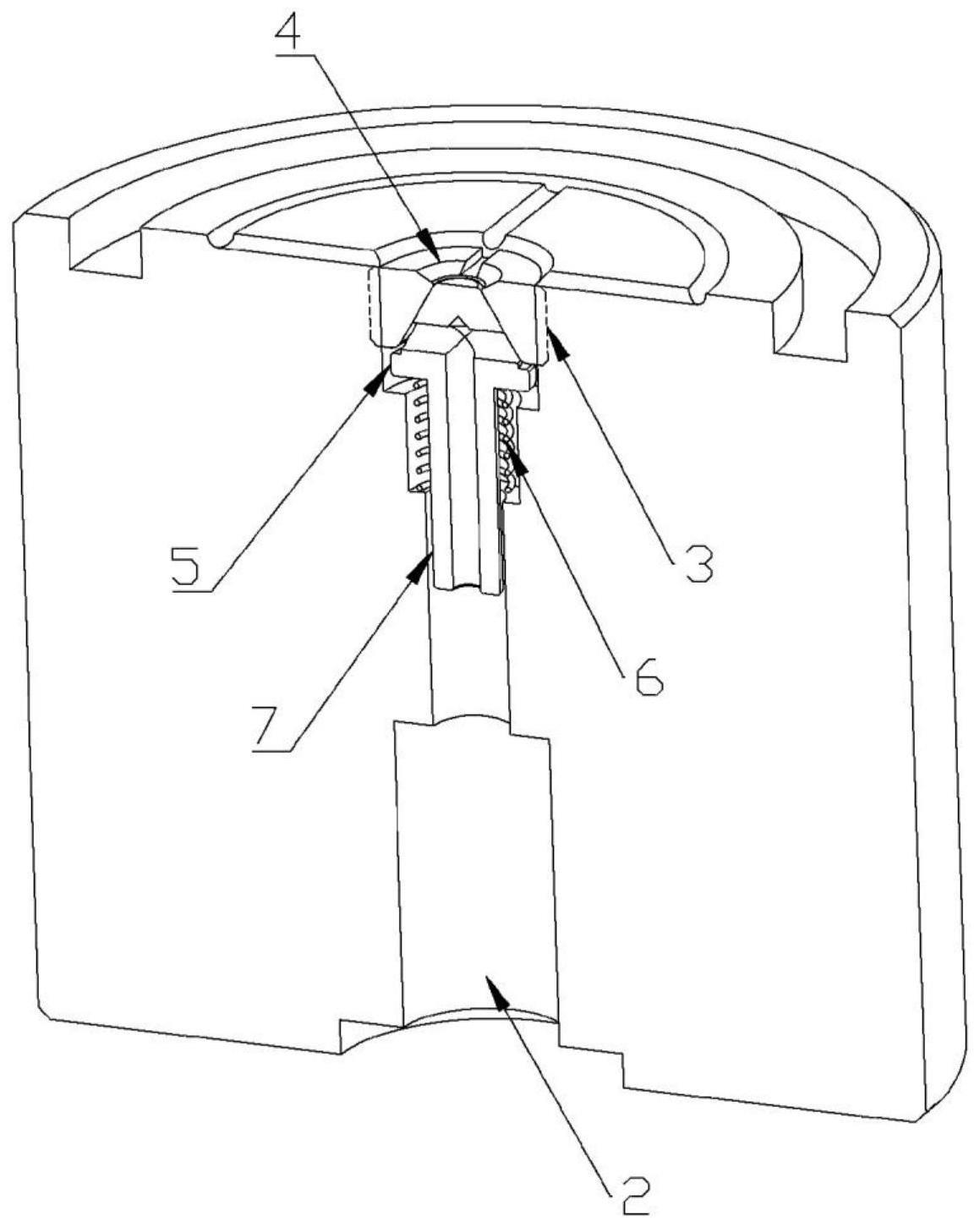
1.一种真空铣夹工装上负压通道的防堵结构,包括吸盘本体(1),所述吸盘本体(1)上开设有负压孔(2),其特征在于:所述负压孔(2)的进气端安装有限位座(3),所述限位座(3)上沿所述负压孔(2)的轴心线开设有进气孔(4),所述负压孔(2)内滑动安装有堵头(5),所述负压孔(2)内还安装有复位件,通过所述复位件令所述堵头(5)启闭所述进气孔(4)。
2.根据权利要求1所述的一种真空铣夹工装上负压通道的防堵结构,其特征在于:所述复位件包括弹簧(6)和导向杆(7),所述导向杆(7)固设在所述堵头(5)的底部,所述弹簧(6)套在所述导向杆(7)上,所述弹簧(6)远离所述堵头(5)的一端固定在所述负压孔(2)内。
3.根据权利要求2所述的一种真空铣夹工装上负压通道的防堵结构,其特征在于:所述负压孔(2)由依次连接的a段、b段、c段以及d段组成,所述a段、b段以及c段的直径依次减小,所述限位座(3)安装在所述a段内且远离所述b段,所述弹簧(6)通过所述堵头(5)压缩安装在所述b段内,所述导向杆(7)插入所述c段内,所述堵头(5)的底部直径大于所述b段的直径,所述导向杆(7)沿其轴心线开设有a连接孔,所述堵头(5)的侧壁上开设有与所述a连接孔连通的b连接孔。
4.根据权利要求3所述的一种真空铣夹工装上负压通道的防堵结构,其特征在于:所述堵头(5)与所述b段之间的距离为l1,所述弹簧(6)的压缩量为l2,所述l1不大于所述l2的十分之一。
5.根据权利要求1-4任意一项所述的一种真空铣夹工装上负压通道的防堵结构,其特征在于:所述吸盘本体(1)上开设有密封圈安装槽(8),所述负压孔(2)位于所述密封圈安装槽(8)的内侧。
6.根据权利要求5所述的一种真空铣夹工装上负压通道的防堵结构,其特征在于:所述吸盘本体(1)上还开设有均压槽(9),所述均压槽(9)由十字槽和环形槽组成,所述十字槽的中心、所述环形槽的中心以及所述密封圈安装槽(8)的中心重合,所述十字槽的四端均贯穿所述环形槽的内圈,所述十字槽的中心位于所述负压孔(2)的轴心线上。
技术总结
本技术涉及工装夹具领域,公开了一种真空铣夹工装上负压通道的防堵结构,它包括吸盘本体,所述吸盘本体上开设有负压孔,所述负压孔的进气端安装有限位座,所述限位座上沿所述负压孔的轴心线开设有进气孔,所述负压孔内滑动安装有堵头,所述负压孔内还安装有复位件,通过所述复位件令所述堵头启闭所述进气孔。本技术的有益效果是:利用复位件和堵头,当对零件抽真空时,吸力把堵头吸下,气道与零件贴合面贯通,吸附住零件,零件则正常在机床上加工,待零件加工完后,停止抽真空,依靠复位件使堵头复位,气道封闭,当工人取零件时,铁屑则不会堵住气道,工人正常台面清扫即可,零件则不会因气道不畅通而报废。
技术研发人员:汪金龙,王胤祥,龚天涛,姜兵辉,蔡伯鹏
受保护的技术使用者:成都爱乐达航空制造股份有限公司
技术研发日:20230803
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!