一种PVT组件打孔定位工装的制作方法
本技术涉及光伏组件生产,具体涉及一种pvt组件打孔定位工装。
背景技术:
1、目前市场上陆续出现一些光伏光热组件,在组件的背面安装集热器,收集组件发电时产生的热量,并加以利用。集热器在集热时也会降低组件温度,提升组件发电效率。
2、在安装集热器的过程中,需要在组件的边框上打孔,将集热器的主进水管和主出水管引出边框。孔的位置需要根据组件的版型及集热器的尺寸进行调整,在成品组件的边框上开孔,孔的定位需要特别精准,目前是先使用直尺量取定位孔的中心,再使用记号笔做定位,最后使用手枪转打孔。该过程不仅繁琐,还容易出错,一旦开孔位置错误,该组件只能做报废处理。
技术实现思路
1、技术目的:针对上述光伏组件集热器安装打孔定位存在的不足,本实用新型公开了一种能够对打孔位置进行精确定位,满足不同型号集热器定位打孔需求的pvt组件打孔定位工装。
2、技术方案:为实现上述技术目的,本实用新型采用了如下技术方案:
3、一种pvt组件打孔定位工装,包括用于和pvt组件边框贴合定位的定位框架,所述定位框架底面设有用于将定位框架与pvt组件边框相对锁紧固定的锁紧机构,所述定位框架具有与pvt组件边框边缘相平行的导向梁,所述导向梁上滑动设有打孔定位机构,所述打孔定位机构包括移动架以及沿垂直于移动架的滑动方向设置在移动架上的定位滑块,所述定位滑块与移动架滑动连接,通过螺接在端部的锁紧旋钮进行锁紧固定,定位滑块开设有定位孔
4、优选地,本实用新型的定位框架采用与pvt组件边框边角形状相一致的三角状结构,包括两个与pvt组件边框边缘相平行的侧边,导向梁设置的对应的侧边上,对打孔定位机构的移动进行导向。
5、优选地,本实用新型的移动架采用l状结构,包括用于和移动梁相配合的水平部以及用于与定位滑块相配合的竖直部,所述导向梁上设有导轨,水平部靠近导轨的一侧设有与导轨相配合的导轨槽,在水平部的上表面设置用于将水平部锁紧的锁紧螺丝,所述锁紧螺丝与水平部螺纹配合连接,在锁紧时,下端抵接在导轨的表面。
6、优选地,本实用新型的竖直部开设用于定位滑块上下滑动的条形孔,在条形孔的其中一侧开设与条形孔长度相匹配的锁紧孔,通过穿设在锁紧孔内的锁紧旋钮进行定位滑块的锁紧定位。
7、优选地,本实用新型的条形孔在与锁紧孔相对的另一侧边设有用于对定位滑块的移动进行导向的第二导轨。
8、优选地,本实用新型的锁紧机构包括设置在定位框架下表面的工装锁紧螺丝,工装锁紧螺丝的端部朝向pvt组件边框所在一侧。
9、优选地,本实用新型的工装锁紧螺丝的端部转动连接有锁紧压块,通过转动工装锁紧螺丝带动锁紧压块上下移动,锁紧压块靠近pvt组件边框的一侧使用弹性材料。
10、有益效果:本实用新型所提供的一种pvt组件打孔定位工装具有如下有益效果:
11、1、本实用新型的定位工装可以改善人对产品质量的影响,避免定位孔错误导致的组件报废。
12、2.本实用新型通过调节底部的工装锁紧螺丝,适配不同规格的组件,避免组件型号更换导致的工装浪费。
13、3.本实用新型的定位工装可以根据实际的需求通过调整轴向与径向的滑块的位置,实现定位孔位置的调整,以适配不同尺寸的集热器。
技术特征:
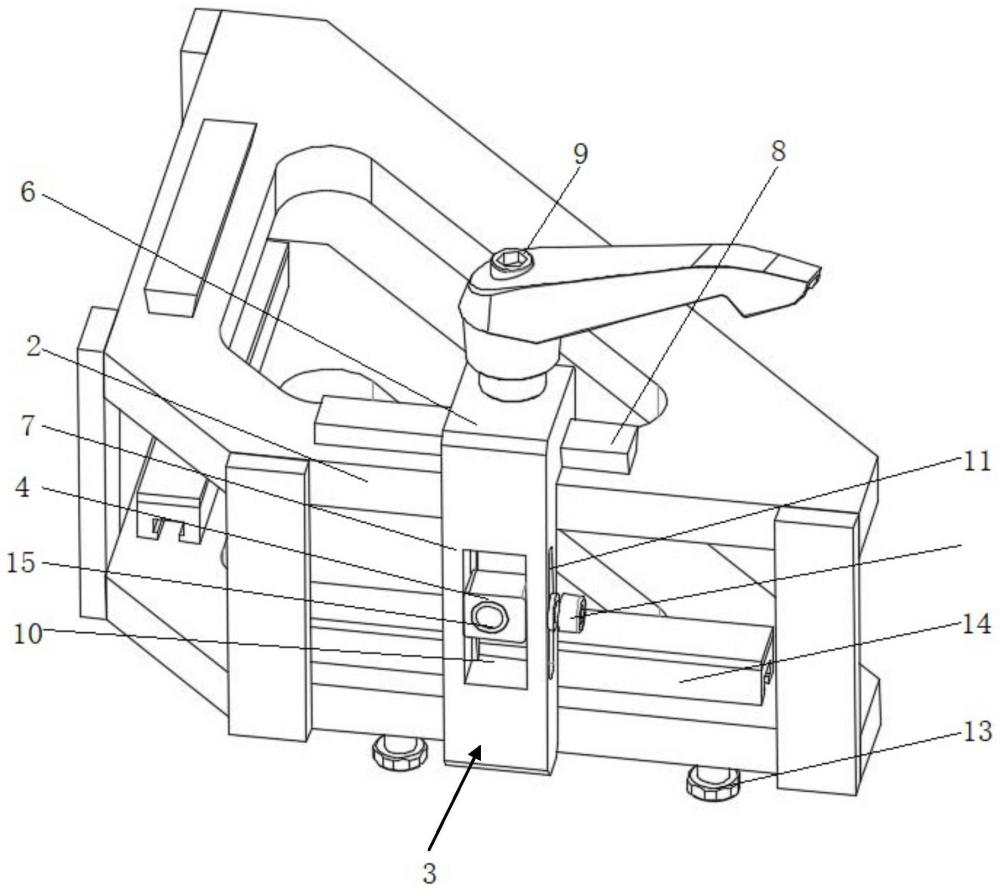
1.一种pvt组件打孔定位工装,其特征在于,包括用于和pvt组件边框贴合定位的定位框架(1),所述定位框架(1)底面设有用于将定位框架(1)与pvt组件边框相对锁紧固定的锁紧机构,所述定位框架(1)具有与pvt组件边框边缘相平行的导向梁(2),所述导向梁(2)上滑动设有打孔定位机构,所述打孔定位机构包括移动架(3)以及沿垂直于移动架(3)的滑动方向设置在移动架(3)上的定位滑块(4),所述定位滑块(4)与移动架(3)滑动连接,通过螺接在端部的锁紧旋钮(5)进行锁紧固定,定位滑块(4)开设有定位孔(15)。
2.根据权利要求1所述的一种pvt组件打孔定位工装,其特征在于,所述定位框架(1)采用与pvt组件边框边角形状相一致的三角状结构,包括两个与pvt组件边框边缘相平行的侧边,导向梁(2)设置的对应的侧边上,对打孔定位机构的移动进行导向。
3.根据权利要求1所述的一种pvt组件打孔定位工装,其特征在于,所述移动架(3)采用l状结构,包括用于和导向梁(2)相配合的水平部(6)以及用于与定位滑块(4)相配合的竖直部(7),所述导向梁(2)上设有导轨(8),水平部(6)靠近导轨(8)的一侧设有与导轨(8)相配合的导轨槽,在水平部(6)的上表面设置用于将水平部(6)锁紧的锁紧螺丝(9),所述锁紧螺丝(9)与水平部(6)螺纹配合连接,在锁紧时,下端抵接在导轨(8)的表面。
4.根据权利要求3所述的一种pvt组件打孔定位工装,其特征在于,所述竖直部(7)开设用于定位滑块(4)上下滑动的条形孔(10),在条形孔(10)的其中一侧开设与条形孔(10)长度相匹配的锁紧孔(11),通过穿设在锁紧孔(11)内的锁紧旋钮进行定位滑块(4)的锁紧定位。
5.根据权利要求4所述的一种pvt组件打孔定位工装,其特征在于,所述条形孔(10)在与锁紧孔(11)相对的另一侧边设有用于对定位滑块(4)的移动进行导向的第二导轨(12)。
6.根据权利要求1所述的一种pvt组件打孔定位工装,其特征在于,所述锁紧机构包括设置在定位框架(1)下表面的工装锁紧螺丝(13),工装锁紧螺丝(13)的端部朝向pvt组件边框所在一侧。
7.根据权利要求6所述的一种pvt组件打孔定位工装,其特征在于,所述工装锁紧螺丝(13)的端部转动连接有锁紧压块(14),通过转动工装锁紧螺丝(13)带动锁紧压块(14)上下移动,锁紧压块(14)靠近pvt组件边框的一侧使用弹性材料。
技术总结
本技术公开了一种PVT组件打孔定位工装,包括用于和PVT组件边框贴合定位的定位框架,所述定位框架底面设有用于将定位框架与PVT组件边框相对锁紧固定的锁紧机构,所述定位框架具有与PVT组件边框边缘相平行的导向梁,所述导向梁上滑动设有打孔定位机构,所述打孔定位机构包括移动架以及沿垂直于移动架的滑动方向设置在移动架上的定位滑块,所述定位滑块与移动架滑动连接,通过螺接在端部的锁紧旋钮进行锁紧固定,定位滑块开设有定位孔,使用本技术的定位工装可以改善人对产品质量的影响,实现精确定位打孔,避免定位孔错误导致的组件报废。
技术研发人员:陈星
受保护的技术使用者:江苏润阳悦达光伏科技有限公司
技术研发日:20230807
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!