一种方便装夹的夹具的制作方法
本技术涉及cnc夹具,特别涉及一种方便装夹的夹具。
背景技术:
1、目前有一条形胚料,该胚料上成型多个产品,需要通过cnc对产品表面进行加工,一次性只装夹一个胚料进行加工则效率相对较低,而一次性装夹多个,则也需一个个胚料进行装夹固定,加工完成后也需逐个松开胚料,装夹效率低下,从而影响加工效率。
技术实现思路
1、本实用新型的目的是提供一种方便装夹的夹具以解决背景技术中提及问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
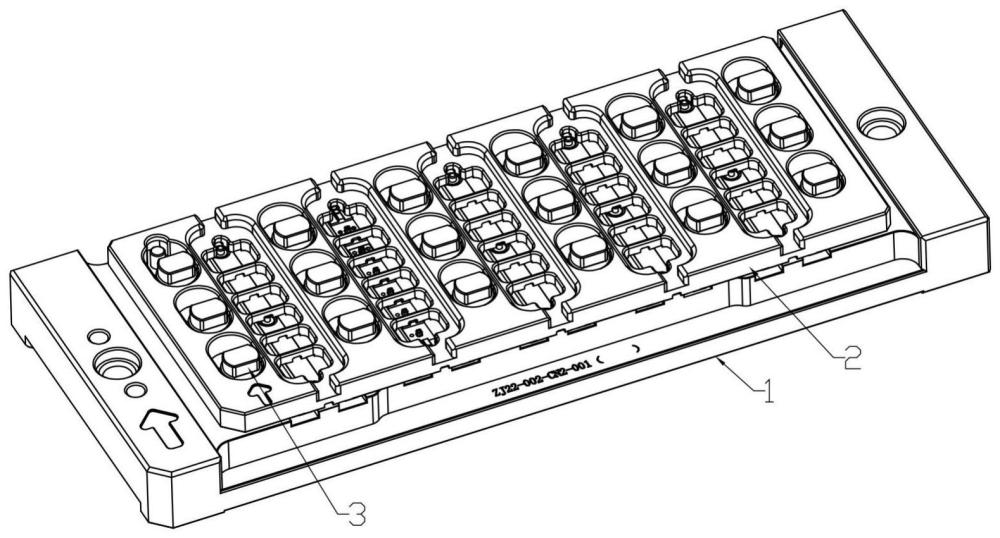
3、一种方便装夹的夹具,包括安装座、压板和若干组压紧组件;所述安装座上左右分布设置有多个放置部;所述放置部上设有定位销;若干组所述压紧组件安装在安装座上且分别位于放置部旁侧;所述压紧组件包括螺丝、套筒、第一弹簧、螺母和垫圈;所述套筒具有与螺丝配合的内螺孔;所述套筒竖直穿设过安装座;所述套筒的上端设有第一限位凸环;所述螺丝从上方锁入套筒内且下端伸出套筒下方;所述垫圈套设在螺丝底部并与套筒的底面接触;所述螺母安装在螺丝底部并将垫圈压紧在套筒底面;所述第一弹簧套设在套筒上且位于安装座底部;所述第一弹簧的上下两端分别顶触在底座与垫圈之间;所述压板上对应每组压紧组件位置处均设有葫芦孔;所述葫芦孔的大孔内径大于第一限位凸环的外径,小孔内径小于第一限位凸环的外径;所述压板上对应放置部位置处设有用于避空加工用的镂空孔。
4、对本实用新型的进一步描述,所述放置部设置五个;每个所述放置部上前后分布安装有三个定位销。
5、对本实用新型的进一步描述,所述压紧组件设置十八组,呈三排六列分布安装在安装座上;每一列压紧组件与放置部之间左右间隔分布。
6、对本实用新型的进一步描述,所述安装座上对应每组压紧组件的底部设有沉孔;所述螺丝的下端伸出至沉孔下方;所述第一弹簧位于沉孔内。
7、对本实用新型的进一步描述,还包括四组弹性顶销组件,分别安装在安装座的左右两侧;所述安装座上对应每组弹性顶销组件位置处均设有竖直贯穿安装座的安装孔;所述安装孔分为上下分布的顶销孔与弹簧孔;所述顶销孔的内径小于弹簧孔的内径;所述弹性顶销组件包括堵头、第二弹簧和顶销;所述堵头固定在弹簧孔底部;所述顶销包括第二限位凸环和连接在第二限位凸环上方的销头;所述第二限位凸环位于弹簧孔内通过弹簧孔的上端面限位,销头穿设过顶销孔;所述第二弹簧设置在弹簧孔内;所述第二弹簧顶触在顶销与堵头之间。
8、本实用新型的有益效果为:
9、本设计将胚料放置在安装座的放置部上方并通过定位销对胚料定位,利用cnc机床配置的顶升装置在夹具底部将所有压紧组件的螺丝往上顶升,压板则可通过葫芦孔的大孔位置对准压紧组件从上方往下放置在安装座上,然后往葫芦孔的小孔方向推动压板,使得第一限位凸环位于葫芦孔的小孔上方,顶升装置复位后,第一弹簧拉动螺丝并带动套筒往下运动,从而带动压板将胚料压紧,cnc机床通过镂空孔位置对胚料进行加工即可,加工完成后,顶升装置再对螺丝往上顶升,压板往葫芦孔的大孔发现滑动后,将压板取出,再将工件取出,完成一轮加工,该夹具可以快速完成配件的装夹与取出,提高工作效率。
技术特征:
1.一种方便装夹的夹具,其特征在于:包括安装座、压板和若干组压紧组件;所述安装座上左右分布设置有多个放置部;所述放置部上设有定位销;若干组所述压紧组件安装在安装座上且分别位于放置部旁侧;所述压紧组件包括螺丝、套筒、第一弹簧、螺母和垫圈;所述套筒具有与螺丝配合的内螺孔;所述套筒竖直穿设过安装座;所述套筒的上端设有第一限位凸环;所述螺丝从上方锁入套筒内且下端伸出套筒下方;所述垫圈套设在螺丝底部并与套筒的底面接触;所述螺母安装在螺丝底部并将垫圈压紧在套筒底面;所述第一弹簧套设在套筒上且位于安装座底部;所述第一弹簧的上下两端分别顶触在底座与垫圈之间;所述压板上对应每组压紧组件位置处均设有葫芦孔;所述葫芦孔的大孔内径大于第一限位凸环的外径,小孔内径小于第一限位凸环的外径;所述压板上对应放置部位置处设有用于避空加工用的镂空孔。
2.根据权利要求1所述的一种方便装夹的夹具,其特征在于:所述放置部设置五个;每个所述放置部上前后分布安装有三个定位销。
3.根据权利要求1所述的一种方便装夹的夹具,其特征在于:所述压紧组件设置十八组,呈三排六列分布安装在安装座上;每一列压紧组件与放置部之间左右间隔分布。
4.根据权利要求1所述的一种方便装夹的夹具,其特征在于:所述安装座上对应每组压紧组件的底部设有沉孔;所述螺丝的下端伸出至沉孔下方;所述第一弹簧位于沉孔内。
5.根据权利要求1所述的一种方便装夹的夹具,其特征在于:还包括四组弹性顶销组件,分别安装在安装座的左右两侧;所述安装座上对应每组弹性顶销组件位置处均设有竖直贯穿安装座的安装孔;所述安装孔分为上下分布的顶销孔与弹簧孔;所述顶销孔的内径小于弹簧孔的内径;所述弹性顶销组件包括堵头、第二弹簧和顶销;所述堵头固定在弹簧孔底部;所述顶销包括第二限位凸环和连接在第二限位凸环上方的销头;所述第二限位凸环位于弹簧孔内通过弹簧孔的上端面限位,销头穿设过顶销孔;所述第二弹簧设置在弹簧孔内;所述第二弹簧顶触在顶销与堵头之间。
技术总结
本技术提供一种方便装夹的夹具,包括安装座、压板和若干组压紧组件;安装座上左右分布设置有多个放置部;放置部上设有定位销;若干组压紧组件安装在安装座上且分别位于放置部旁侧;压紧组件包括螺丝、套筒、第一弹簧、螺母和垫圈;套筒具有与螺丝配合的内螺孔;套筒穿设过安装座;套筒的上端设有第一限位凸环;螺丝从上方锁入套筒内且下端伸出套筒下方;螺母安装在螺丝底部并将垫圈压紧在套筒底面;第一弹簧套设在套筒上;压板上对应每组压紧组件位置处均设有葫芦孔;葫芦孔的大孔内径大于第一限位凸环的外径,小孔内径小于第一限位凸环的外径;压板上对应放置部位置处设有用于避空加工用的镂空孔;体现出本设计可以快速对工件进行拆装。
技术研发人员:蔡立平,郑拱昌
受保护的技术使用者:广东昭明电子集团股份有限公司
技术研发日:20230809
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!