一种高效铝丝生产线及其生产方法与流程
本发明涉及铝丝拉拔,尤其涉及一种高效铝丝生产线及其生产方法。
背景技术:
1、经过多年发展,金属以多种形态应用于生活中的方方面面,而金属丝材更是不可缺少的一种加工形态。金属丝已经形成结构丝,制绳丝等多个种类,并被广泛应用于航空航天、国防军事、建筑结构、机械设备等方面。
2、目前,对金属丝的生产,常采用如下拉拔生产工艺:
3、cn202110601924.7公开了一种金属丝拉拔装置,其在进行拉丝作业时,工作人员首先将粗成型的金属丝绕设在第一个绕线轮小端的相邻两圈限位环之间;然后,再将粗成型的金属丝牵引至与相邻两圈限位环对应的拉丝模上,待金属丝穿过拉丝模后,再将金属丝牵引至第二个绕线轮小端对应拉丝模的两圈限位环之间;随后,工作人员再将一次拉丝成型的金属丝沿限位条向第二个绕线轮大端螺旋绕设,之后,一次拉丝成型的金属丝从第二个绕线轮上相邻两圈限位环之间引出并绕设在第一个绕线轮上相应的两圈限位环之间,之后,如此循环,直至成型出所需尺寸的金属丝;限位条用于对绕设在绕线轮外壁的金属丝进行限位,减少拉丝过程中,绕线轮外壁的金属丝堆积在绕线轮上一处的情况发生,并有助于保证金属丝从绕线轮引入拉丝模时金属丝与拉丝模模芯的同轴度,有效保证拉丝过程的正常进行。
4、可知,现有的单个金属丝生产线仅能进行单根金属丝的拉拔,降低了生产效率。
技术实现思路
1、为解决上述问题,本发明提供一种高效铝丝生产线及其生产方法,通过设置多条加工线,可同时拉拔多根铝丝,提高了铝丝的拉拔效率。
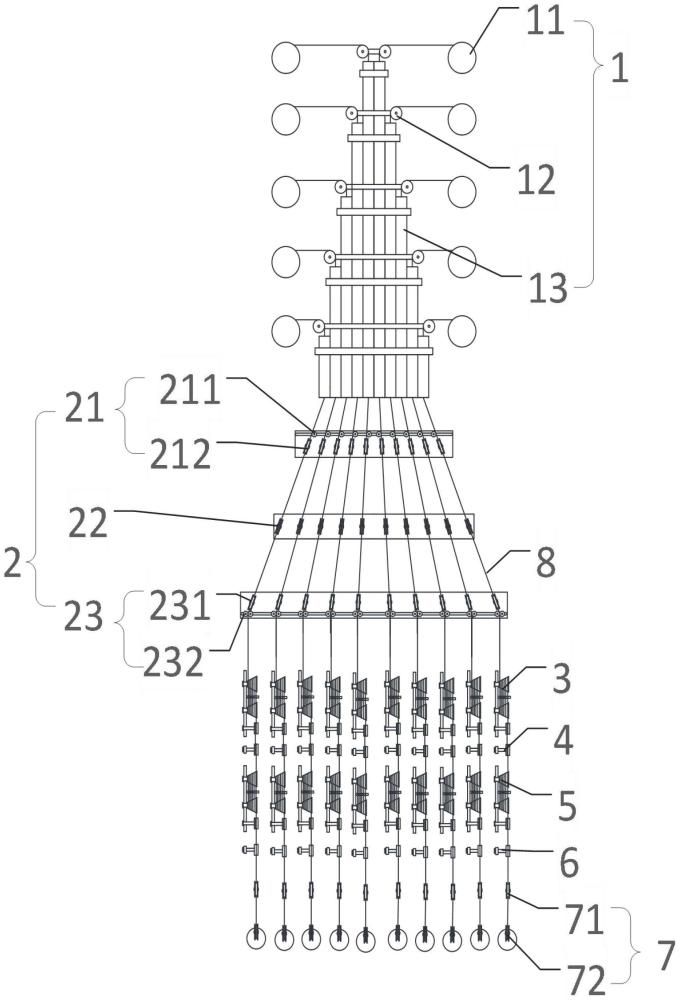
2、为实现上述目的,本发明提供了一种高效铝丝生产线,包括沿生产线依次布置的放卷设备和前级张紧设备,由放卷设备放出的多根铝丝经前级张紧设备后依次穿过多个一级拉拔设备、多个一级张紧设备、多个二级拉拔设备、多个二级张紧设备和多个收卷设备;
3、多根铝丝分别与多个一级拉拔设备、多个一级张紧设备、多个二级拉拔设备、多个二级张紧设备和多个收卷设备一一对应。
4、优选的,放卷设备包括放线支架以及依次排布固定于放线支架顶端的多个放线通道,多个放线通道远离前级张紧设备的一端为进线端,多个放线通道的进线端呈阶梯型设置;
5、放卷设备还包括设置于进线端处的第一改向轮以及放线盘,放线盘、第一改向轮、进线端呈90°直角布置。
6、优选的,放线通道为由铝板焊接而成的矩形通道,放线通道的两端均转动设置有矫正轮组,矫正轮组包括关于放线通道的中心轴线对称布置的两个矫正轮。
7、优选的,放线盘包括支撑架、水平转动设置于支撑架顶端的转盘、放置于转盘顶端的线卷,线卷的线头绕过第一改向轮后由进线端穿入位于放线通道靠近进线端一端的两个矫正轮之间,并由位于放线通道远离进线端一端的两个矫正轮之间穿出放线通道;
8、转盘的中心与固定于支撑架底端的放卷驱动电机连接。
9、优选的,前级张紧设备包括中间张紧机构和分别对称设置于中间张紧机构两侧的进线导向机构和出线导向机构,中间张紧机构包括前级张紧支架、对应多根铝丝垂直转动设置于前级张紧支架顶端的前级张紧轮,前级张紧轮的高度高于放线通道的放线端的高度;
10、进线导向机构包括对应前级张紧轮的进线端设置的进线压轮和进线改向轮;
11、出线导向机构均包括对应前级张紧轮的出线端设置的出线改向轮和出线压轮;
12、经放线通道的放线端穿出的铝丝依次绕过进线压轮、进线改向轮、前级张紧轮、出线改向轮和出线压轮。
13、优选的,一级拉拔设备和二级拉拔设备均包括壳体、垂直转动设置于壳体侧部的两个锥形绕线轮以及设置于两个锥形绕线轮之间的拉拔模具,由出线压轮穿出的铝丝往复缠绕于两个锥形绕线轮上,且每次往复均经过拉拔模具;
14、一级拉拔设备和二级拉拔设备上还设置有机上张紧机构,机上张紧机构包括对应一级拉拔设备或者二级拉拔设备的出线端设置的机上张紧轮组,机上张紧轮组包括呈上下垂直转动设置于壳体上的两个机上张紧轮。
15、优选的,一级张紧设备和二级张紧设备均包括后级张紧支架、呈上下布置且分别垂直转动设置于后级张紧支架上的固定张紧轮和移动张紧轮,后级张紧支架上且对应移动张紧轮的位置开设有竖向调节滑道,竖向调价滑道内竖向滑动设置有调节块,调节块与移动张紧轮垂直转动连接,且调节块与固定于后级张紧支架上的调节气缸的活塞杆的输出端固定连接。
16、优选的,收卷设备包括沿铝丝传送的方向依次布置的第二改向轮、第三改向轮、设置于第三改向轮下方的收卷机构以及设置于收卷机构下方的竖向收卷轴,收卷机构包括收卷支架、水平转动设置于收卷支架下方的收卷转动平台、一端偏心连接于收卷转动平台底端的穿线杆、垂直转动设置于穿线杆另一端的过线轮;
17、收卷转动平台的中心经穿线转轴穿出收卷支架后与收卷驱动电机连接;
18、穿线转轴为中空转轴,铝丝依次穿过第二改向轮、第三改向轮、线转轴和过线轮后绕接至竖向收卷轴的外圆周侧。
19、优选的,固定张紧轮或者移动张紧轮上且与穿过的铝丝贴合的位置内嵌有压电传感器,压电传感器用于检测是否断线;
20、压电传感器与控制器相连,控制器分别与放卷驱动电机和收卷驱动电机电性连接;
21、收卷驱动电机的收卷速度大于放卷驱动电机的放线速度。
22、一种高效铝丝生产线的生产方法,包括以下步骤:
23、s1、放线:
24、打开电源,放卷驱动电机带动转盘水平转动,进而带动线卷水平转动放线,放出的铝丝穿过放线通道后进入前级张紧设备;
25、s2、前级张紧:
26、由放线通道穿出的铝丝进入前级张紧设备进线压轮和进线改向轮,改向后穿入前级张紧轮,而后由出线改向轮和出线压轮穿出;
27、s3、一级拉拔:
28、由出线压轮穿出的铝丝往复穿过一级拉拔设备的两个锥形绕线轮,在往复穿接的过程中经过拉拔模具,借助拉拔模具减小铝丝的横截面积,实现一级拉拔;
29、s4、一级张紧:
30、由一级拉拔设备穿出的铝丝依次绕过固定张紧轮和移动张紧轮,实现一级张紧;
31、s5、二级拉拔:
32、由出线压轮穿出的铝丝往复穿过二级拉拔设备的两个锥形绕线轮,在往复穿接的过程中经过拉拔模具,借助拉拔模具减小铝丝的横截面积,实现二级拉拔;
33、s6、二级张紧:
34、由二级拉拔设备穿出的铝丝依次绕过固定张紧轮和移动张紧轮,实现二级张紧;
35、s7、收卷:
36、经二级拉拔设备穿出的铝丝经第二改向轮、第三改向轮、穿线转轴后穿至过线轮,此时在收卷驱动电机的驱动下,带动收卷转动平台转动,从而带动过线轮绕竖向收卷轴的外圆周方向转动,铝丝在自身重力的作用下由下至上在竖向收卷轴上绕成卷轴。
37、本发明具有以下有益效果:
38、1、通过设置多条加工线,可同时拉拔多根铝丝,提高了铝丝的拉拔效率;
39、2、通过设置阶梯式的放线通道,配合设置于放线通道两侧的放线盘,实现了在较小占地面积的前提下的多根铝丝放线;
40、3、竖向收卷轴的设置,相比于传统的横向收卷,节省了轴向铝丝导向结构的设置,简化了结构。
41、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!