一种压舌导向结合凸台自动扣位装置的制作方法
本技术涉及自动扣位装置领域,具体而言,涉及一种压舌导向结合凸台自动扣位装置。
背景技术:
1、冲压五金件当中,有些需要使用点焊工艺把两处折弯连接起来,一般会在一处折弯上面冲孔,另外一处折弯上面制作凸台,折弯成型后凸台正好扣入孔里面,起到精准定位的作用。
2、但是现有的压舌导向结合凸台自动扣位过程中存在一些不足之处仍需要进行改进,由于采用连续模的方式生产,两处折弯在加工成型的过程中是紧贴在一起的,所以没有办法按上述的常规方式加工,因为凸起来的凸台在折弯过程中会顶住另外一处折弯,使得折弯没有办法顺利成型。所以客户给我们方案是:两处重叠的折弯都提前冲两个3毫米的孔,产品冲压加工完成后,使用3毫米的插销穿过两处重叠的折弯,起到定位的作用,然后再点焊加工,点焊完成后再把两个销钉取出来。这样的方式无疑是追加了加工工序,增加了成本,因此我们对此做出改进,提出一种压舌导向结合凸台自动扣位装置。
技术实现思路
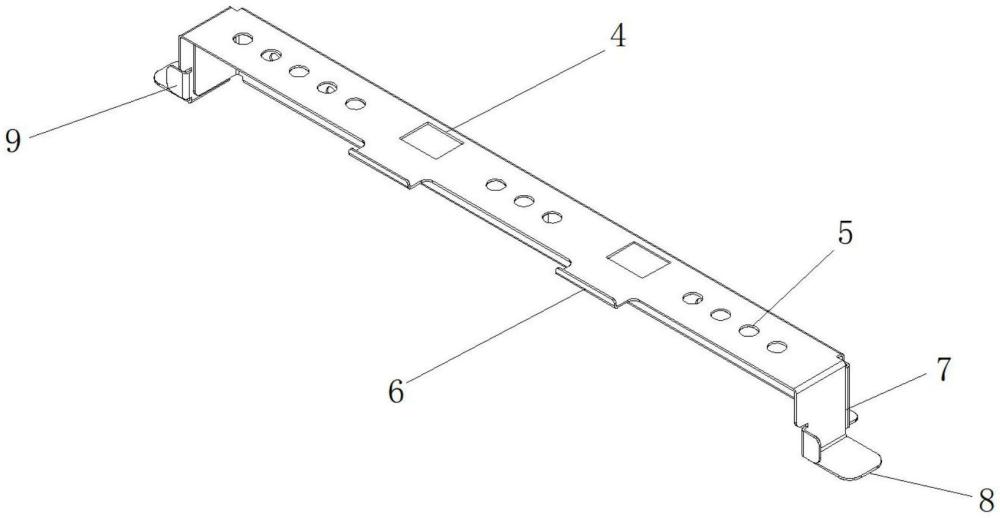
1、本实用新型的目的在于:针对目前存在的背景技术提出的问题。为了实现上述实用新型目的,本实用新型提供了以下技术方案:一种压舌导向结合凸台自动扣位装置,包括产品料带,以及设置于所述产品料带外边上的料带带孔,所述产品料带的表面放置有产品模具,所述产品模具顶板上嵌有扣位方形孔,以及扣位圆形孔,所述产品模具侧边上镶嵌有装置凸板。
2、作为本实用新型优选的技术方案,所述料带带孔设有二十二个,依次呈线型状阵列,每边设有十一个,之间相互对称。
3、作为本实用新型优选的技术方案,所述产品料带上方可放置十二个所述产品模具。
4、作为本实用新型优选的技术方案,所述扣位方形孔设有两个,之间呈镜像状,而所述扣位圆形孔共有十二个,依次线型阵列在所述产品模具上方。
5、作为本实用新型优选的技术方案,所述产品模具首尾两端处均镶嵌有自动扣位压舌。
6、作为本实用新型优选的技术方案,所述自动扣位压舌底部前板上镶嵌有自动扣位凸台,所述自动扣位压舌和所述自动扣位凸台两角之间镶嵌有侧板。
7、作为本实用新型优选的技术方案,所述自动扣位凸台设有两个,与所述自动扣位压舌连接,所述侧板设有四个。
8、作为本实用新型优选的技术方案,所述自动扣位凸台上方设置有折弯a,所述侧板侧边上设置有折弯b,所述自动扣位压舌前板上设置有点焊位,所述点焊位表面嵌有通孔。
9、与现有技术相比,本实用新型的有益效果:
10、在本实用新型的方案中:通过在重叠的折弯a折弯处提前制作一个凸台和带斜度的压舌,在b折弯的相应位置制作两个孔,圆孔用作与a折弯的凸台组合,组成精准定位,长孔用于压舌的避位。b折弯紧贴着a折弯表面行走,b折弯来到压舌的底部开始沿着压舌的斜面行走,这时候折弯ab就不再是紧贴的,而是开始产生了一定的间隙,当来到压舌的最高点时,间隙达到最大限度,b折弯就完全避开了a折弯上面的凸台,不会产生碰撞,当折弯继续下去压舌就会落入b折弯提前制作的长孔里面,同时凸台也会落入b折弯提前制作的圆孔里面,这时候ab折弯由于没有了压舌在中间支撑,瞬间就恢复了之前的贴紧状态,精准定位也就同时完成了,不需要手工穿销钉,又可以实现精准定位,有效减少加工工序,降低了加工成本。
技术特征:
1.一种压舌导向结合凸台自动扣位装置,包括产品料带(1),以及设置于所述产品料带(1)外边上的料带带孔(2),其特征在于,所述产品料带(1)的表面放置有产品模具(3),所述产品模具(3)顶板上嵌有扣位方形孔(4),以及扣位圆形孔(5),所述产品模具(3)侧边上镶嵌有装置凸板(6)。
2.根据权利要求1所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述料带带孔(2)设有二十二个,依次呈线型状阵列,每边设有十一个,之间相互对称。
3.根据权利要求2所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述产品料带(1)上方可放置十二个所述产品模具(3)。
4.根据权利要求3所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述扣位方形孔(4)设有两个,之间呈镜像状,而所述扣位圆形孔(5)共有十二个,依次线型阵列在所述产品模具(3)上方。
5.根据权利要求4所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述产品模具(3)首尾两端处均镶嵌有自动扣位压舌(7)。
6.根据权利要求5所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述自动扣位压舌(7)底部前板上镶嵌有自动扣位凸台(8),所述自动扣位压舌(7)和所述自动扣位凸台(8)两角之间镶嵌有侧板(9)。
7.根据权利要求6所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述自动扣位凸台(8)设有两个,与所述自动扣位压舌(7)连接,所述侧板(9)设有四个。
8.根据权利要求7所述的一种压舌导向结合凸台自动扣位装置,其特征在于,所述自动扣位凸台(8)上方设置有折弯a(10),所述侧板(9)侧边上设置有折弯b(11),所述自动扣位压舌(7)前板上设置有点焊位(12),所述点焊位(12)表面嵌有通孔(13)。
技术总结
本技术提供了一种压舌导向结合凸台自动扣位装置,包括产品料带,以及设置于所述产品料带外边上的料带带孔,所述产品料带的表面放置有产品模具,通过在重叠的折弯A折弯处提前设置凸台和带斜度的压舌,在B折弯的相应位置制作两个孔组成精准定位,长孔用于压舌的避位。当来到压舌的最高点时,间隙达到最大限度,B折弯就完全避开了A折弯凸台,当折弯继续下去压舌就会落入B折弯提前制作的长孔里面,同时凸台也会落入B折弯提前制作的圆孔里面,这时候AB折弯由于没有了压舌在中间支撑,瞬间就恢复了之前的贴紧状态,精准定位也就同时完成了,不需要手工穿销钉,又可以实现精准定位,有效减少加工工序,降低了加工成本。
技术研发人员:张小辉
受保护的技术使用者:深圳富山科技有限公司
技术研发日:20230811
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!