一种用于锯床切割的送料装置的制作方法
本技术涉及锯床送料的,尤其是涉及一种用于锯床切割的送料装置。
背景技术:
1、锯床是一种以圆锯片、锯带或锯条等为刀具来锯切金属圆料、方料、管料和型材等的机床,锯床按结构可分为卧式锯床和立式锯床,按功能分为半自动、全自动、数控,卧式锯床又可分为双立柱、剪刀式和单立柱式。
2、锯床切割材料时,需要将材料输送至锯床切割平台处,且在切割过程中,每切下一段物料后,需要人工向前推动剩下的料段至切割位置进行下一次切割。
3、针对上述中的相关技术,发明人认为,在进行物料的切割时,人工推动物料向前进行切割,需要专人时刻盯着且扶持着物料,且需要额外人员进行物料的搬运或者切割完一个物料后停止切割进行物料搬运,导致工作效率低。
技术实现思路
1、为了减少人力劳动,提高锯床切割的工作效率,本技术提供一种用于锯床切割的送料装置。
2、本技术提供的一种用于锯床切割的送料装置,采用如下的技术方案:
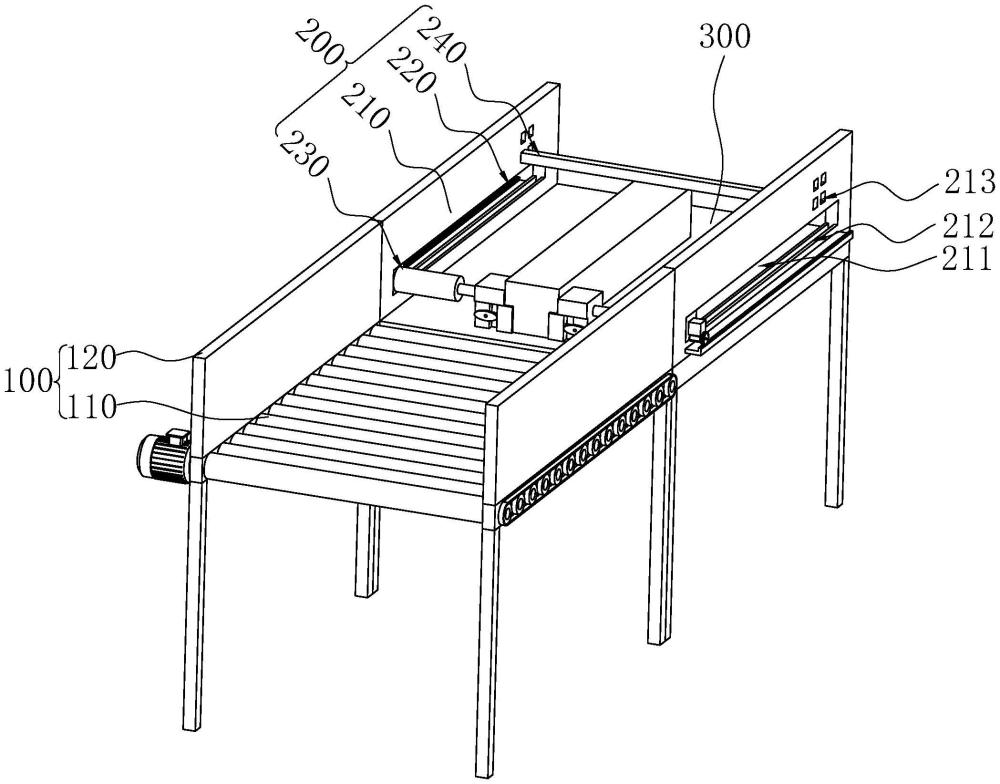
3、一种用于锯床切割的送料装置,包括第一传送机构和第二传送机构,所述第一传送机构包括辊筒输送机,所述辊筒输送机设置在锯床的切割平台的一侧且与切割平台相抵接,所述辊筒输送机用于将物料传送到切割平台上;第二传送机构设置在切割平台上,第二传送机构用于在切割过程传送物料。
4、通过采用上述技术方案,将物料放置在辊筒输送机上,辊筒输送机将物料传送到切割平台上;第二传送机构在切割过程传送物料,减少了人力劳动,减少了人工送料发生意外的风险,提高了锯床切割工作效率。
5、优选的,所述辊筒输送机两侧均设置有挡板。
6、通过采用上述技术方案,将物料放置在辊筒输送机上,辊筒输送机将物料传送到切割平台上,挡板限定物料在辊筒输送机上传送过程位于辊筒输送机上,物料在传送过程不易从辊筒输送机上掉落。
7、优选的,所述第二传送机构包括两个连接板、夹紧组件和滑动组件,两个所述连接板对称设置在切割平台两侧,两个所述连接板与所述挡板相抵接,所述夹紧组件通过所述滑动组件滑移设置在所述连接板上,所述夹紧组件用于夹紧由辊筒输送机传送到切割平台的物料。
8、通过采用上述技术方案,物料传送到切割平台后,滑动组件带动夹紧组件滑动到靠近挡板的位置,启动夹紧组件,夹紧组件与物料相抵接,物料不易发生滚动,便于切割操作的进行;锯床切割过程,滑动组件带动夹紧组件滑动,夹紧组件带动物料滑动,实现边切割边传送,减少了人力劳动,减少了人工送料发生意外的风险,提高锯床切割的工作效率。
9、优选的,所述夹紧组件包括夹紧气缸和夹紧块,所述连接板上均通过所述滑动组件滑移设置有所述夹紧气缸,两个所述夹紧气缸相向设置且活塞杆上设置有所述夹紧块,两个所述夹紧气缸带动两个所述夹紧块夹紧切割平台上的物料。
10、通过采用上述技术方案,物料传送到切割平台后,滑动组件带动夹紧气缸滑动到靠近挡板的位置,启动夹紧气缸,夹紧气缸的活塞杆带动夹紧块与物料相抵接,物料不易发生滚动,便于切割操作的进行;锯床切割过程,滑动组件带动夹紧气缸滑动,夹紧气缸带动夹紧块滑动,夹紧块带动物料滑动,实现边切割边传送,减少了人力劳动,减少了人工发生意外的风险,提高锯床切割的工作效率。
11、优选的,所述夹紧块上设置有限位组件,所述限位组件包括限位板和限位驱动件,两个所述夹紧块上均滑移设置有所述限位板,两个所述限位板相向滑移且位于所述夹紧块靠近所述辊筒输送机的一侧;所述夹紧块上均设置有所述限位驱动件,所述限位驱动件与所述限位板连接并带动所述限位板运动。
12、通过采用上述技术方案,物料传送到切割平台后,滑动组件带动夹紧气缸滑动到靠近挡板的位置,启动夹紧气缸,夹紧气缸的活塞杆带动夹紧块与物料相抵接,物料不易发生滚动,便于切割操作的进行;启动限位驱动件,限位驱动件带动两个限位板相向滑动直至完全与物料相抵接;锯床切割过程,滑动组件带动夹紧气缸滑动,夹紧气缸带动夹紧块滑动,夹紧块带动限位板滑动,限位板带动物料滑动,限位板限定物料与夹紧块同步滑动,实现边切割边传送,减少了人工发生意外的风险,提高锯床切割的工作效率。
13、优选的,所述限位驱动件包括限位电机、限位凸轮和限位弹簧,所述限位电机设置在所述夹紧块上,所述限位电机的输出轴键连接有所述限位凸轮,所述限位凸轮与所述限位板相抵接且带动所述限位板滑动,所述限位弹簧设置在所述限位板上,所述限位弹簧与所述限位板连接并带动所述限位板抵紧所述限位凸轮。
14、通过采用上述技术方案,物料传送到切割平台后,滑动组件带动夹紧气缸滑动到靠近挡板的位置,启动夹紧气缸,夹紧气缸的活塞杆带动夹紧块与物料相抵接,物料不易发生滚动;启动限位电机,限位电机的输出轴带动限位凸轮转动,限位凸轮带动两个限位板相向滑动并与物料相抵接,限位弹簧被拉伸,限位弹簧带动限位板与限位凸轮相抵紧;锯床切割过程,滑动组件带动夹紧气缸滑动,夹紧气缸带动夹紧块运动,夹紧块带动限位板运动,限位板带动物料运动,限位板限定物料与夹紧块同步运动,实现边切割边传送。
15、优选的,所述滑动组件包括滑块和滑动驱动件,所述滑块的滑动方向与物料的传送方向相一致,所述夹紧气缸设置在所述滑块上;所述滑动驱动件设置在所述连接板上,所述滑动驱动件与所述滑块连接并带动所述滑块滑移。
16、通过采用上述技术方案,物料传送到切割平台后,启动滑动驱动件,滑动驱动件带动滑块滑动,滑块带动夹紧气缸滑动到靠近挡板的位置,启动夹紧气缸,夹紧气缸的活塞杆带动夹紧块与物料相抵接,物料在切割平台不易发生滚动;启动限位电机,限位电机的输出轴带动限位凸轮转动,限位凸轮带动两个限位板相向滑动并与物料相抵接;锯床切割过程,滑块滑动,带动夹紧气缸滑动,夹紧气缸带动夹紧块滑动,夹紧块带动限位板滑动,限位板带动物料滑动,限位板限定物料与夹紧块同步滑动,实现边切割边传送。
17、优选的,所述滑动驱动件包括滑动电机、滑动齿轮和滑动齿条,所述滑动齿条设置在所述连接板上,所述滑动齿条沿物料传送方向设置,所述滑动电机设置在所述滑块上,所述滑动齿轮设置在所述滑动电机的输出轴上,所述滑动齿轮与滑动齿条相啮合。
18、通过采用上述技术方案,物料传送到切割平台后,启动滑动电机,滑动电机的输出轴带动驱动齿轮转动,驱动齿轮沿滑动齿条运动,带动滑块滑动,滑块带动夹紧气缸滑动到靠近挡板的位置,启动夹紧气缸,夹紧气缸的活塞杆带动夹紧块与物料相抵接,物料在切割平台不易发生滚动;启动限位电机,限位电机的输出轴带动限位凸轮转动,限位凸轮带动限位板与物料相抵接;锯床切割过程,滑块滑动,带动夹紧气缸滑动,夹紧气缸带动夹紧块滑动,夹紧块带动限位板滑动,限位板带动物料滑动,限位板限定物料与夹紧块同步滑动,实现边切割边传送。
19、优选的,所述连接板沿竖直方向开设有若干限位槽,所述限位组件还包括限位杆,所述限位杆插接在所述限位槽中,所述限位杆位于物料上方且可与物料相抵接。
20、通过采用上述技术方案,物料传送到切割平台后,根据物料大小及厚度,选择合适的限位槽,将限位杆插接的限位槽中,限位杆可与物料相抵接,限位杆限定物料在切割过程位于切割平台上且不易被切割件带动,便于切割操作的进行。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.减少了人力劳动,提高了锯床切割的工作效率;
23、2.夹紧组件的设置,使得物料在切割平台上不易发生滚动,便于切割操作的进行;
24、3.滑动组件和限位组件的设置,实现物料与夹紧块同步运动,实现边传送边切割。
- 还没有人留言评论。精彩留言会获得点赞!