一种用于车床加工不规则零件的装置的制作方法
本技术属于车削加工专用夹具,涉及一种用于车床加工不规则零件的装置。
背景技术:
1、机加领域常带结构不规整的模锻件,该种零件表面粗糙,外形不规则,通常涉及多种工艺加工,该零件在车削加工时,由于夹持端存在干涉,使用传统卡盘难以装夹找正,加工时零件跳动量过大且本身加工余量较小,同轴度等精度要求无法保证。
技术实现思路
1、设计一种专用车床夹具,即可将零件固定在车床圆盘上,同时也可以快速找正零件,在一次装夹中加工出零件外形。
2、技术方案
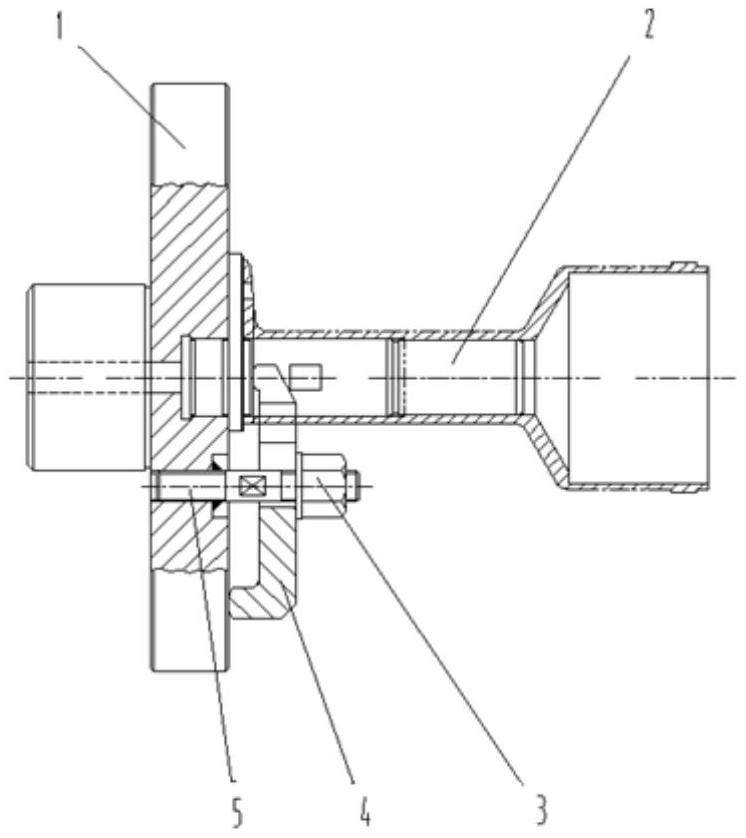
3、一种用于车床加工不规则零件的装置,包括圆盘1、定位心轴2、带肩螺母3、叉形压板4、双头螺栓5;定位心轴2短端安装进圆盘1的轴心孔处,与之间隙配合,此时定位心轴2上自带的四分之三圆盘的一面紧贴圆盘大端面,工作时杯体类零件则先穿过定位心轴2长端直到杯体类零件的底座端面(筋板)贴靠在定位心轴2的四分之三圆盘的另一端面上,双头螺栓5一头旋入圆盘1上自带的螺纹孔,再将叉形压板4穿过另一头,再旋入带肩螺母3,使得叉形压板4固定在圆盘上,调节叉形压板4位置,使压板两头压住杯体类零件的筋板,调节带肩螺母3松紧程度可改变压紧力大小,从而实现快速装夹找正。
4、进一步的,所述圆盘1、定位心轴2、带肩螺母3、叉形压板4、双头螺栓5均为钢性材料制成,夹持刚性更好,不易于磨损。
5、进一步的,所述圆盘分大小圆柱端,小圆柱用于车床三爪夹持,大圆柱端用于夹持找正零件。
6、进一步的,定位心轴2与圆盘1为间隙配合。
7、进一步的,所述叉形压板4前端呈v字形且两端头上设有凸起,所述凸起压紧筋板,中间v字口处用于避开零件,避免干涉。
8、进一步的,所述凸起压紧端面为平面结构,面接触能够均匀受力固定筋板。
9、进一步的,定位心轴2与圆盘1均有垂直度和同轴度要求。
10、进一步的,调节带肩螺母3可改变压板压紧力。
11、进一步的,定位心轴2上的四分之三圆盘贴合且面积稍大于杯体类零件的底座端面,夹持时零件受力均匀,不易变形。
12、技术效果
13、能够快速找正定位零件,定位准确,加工稳定且效率高,车床在加工不规则零件时,通常采用拼组合夹具的方法,此时需要将车床上的三爪或四爪卡盘拆卸下来,从而把夹具固定在法兰盘上,此方法费时费力,且一些精度要求无法保证,使用此工装工作在加工此杯体类零件时,由于工装的圆盘的小圆柱端(夹持端)为规则的圆形,可直接用三爪卡盘夹持,再加上圆盘和定位芯轴的同轴度以及垂直度都在0.02mm以内,满足加工要求,且此工装使用方便,当零件大批量生产时,可节省很多装夹找正时间,提高工作效率。
技术特征:
1.一种用于车床加工不规则零件的装置,其特征在于,包括圆盘、定位心轴、带肩螺母、叉形压板、双头螺栓;定位心轴短端安装进圆盘的轴心孔处,与之间隙配合,此时定位心轴上自带的四分之三圆盘的一面紧贴圆盘大端面,工作时杯体类零件则先穿过定位心轴长端直到杯体类零件的底座端面贴靠在定位心轴的四分之三圆盘的另一端面上,双头螺栓一头旋入圆盘上自带的螺纹孔,再将叉形压板穿过另一头,再旋入带肩螺母,使得叉形压板固定在圆盘上,调节叉形压板位置,使压板两头压住杯体类零件的筋板,调节带肩螺母松紧程度可改变压紧力大小,从而实现快速装夹找正。
2.根据权利要求1所述的一种用于车床加工不规则零件的装置,其特征在于,所述圆盘、定位心轴、带肩螺母、叉形压板、双头螺栓均为钢性材料制成,夹持刚性更好,不易于磨损。
3.根据权利要求2所述的一种用于车床加工不规则零件的装置,其特征在于,所述圆盘分大小圆柱端,小圆柱用于车床三爪夹持,大圆柱端用于夹持找正零件。
4.根据权利要求3所述的一种用于车床加工不规则零件的装置,其特征在于,定位心轴与圆盘为间隙配合。
5.根据权利要求4所述的一种用于车床加工不规则零件的装置,其特征在于,所述叉形压板前端呈v字形且两端头上设有凸起,所述凸起压紧筋板,中间v字口处用于避开零件,避免干涉。
6.根据权利要求5所述的一种用于车床加工不规则零件的装置,其特征在于,所述凸起压紧端面为平面结构,面接触能够均匀受力固定筋板。
7.根据权利要求6所述的一种用于车床加工不规则零件的装置,其特征在于,定位心轴与圆盘均有垂直度和同轴度要求。
8.根据权利要求7所述的一种用于车床加工不规则零件的装置,其特征在于,定位心轴上的四分之三圆盘贴合且面积稍大于杯体类零件的底座端面,夹持时零件受力均匀,不易变形。
技术总结
本技术属于车削加工专用夹具,涉及一种用于车床加工不规则零件的装置。包括圆盘、定位心轴、带肩螺母、叉形压板、双头螺栓;能够快速找正定位零件,定位准确,使用此工装工作在加工此杯体类零件时,由于工装的圆盘的小圆柱端(夹持端)为规则的圆形,可直接用三爪卡盘夹持,再加上圆盘和定位芯轴的同轴度以及垂直度都在0.02mm以内,满足加工要求,且此工装使用方便,当零件大批量生产时,可节省很多装夹找正时间,提高工作效率。
技术研发人员:罗佳豪,郑军,郑乔,李友鑫
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:20230821
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!