一种高筒薄壁内法兰锻件成形工装的制作方法
本技术涉及一种高筒薄壁内法兰锻件成形工装,属于航空锻件锻造设备。
背景技术:
1、现有技术中,对于高度与壁厚的比值大于3.5的高筒薄壁内法兰锻件,由于加工的过程中环坯会出现双鼓形(两端凸出中间凹陷的形状),往往会设计成矩形截面环坯,再采用碾环机和机加的方式加工成内法兰锻件。
2、上述成形方式存在以下缺点:1、所需原材料增加;2、机加余量增加;3、锻件流线不符合最终形状,组织性能欠佳。
3、随着环形锻件制造技术的不断进步,环形锻件去黑皮余量越来越少,很多带有内法兰的环形锻造需要使用模具进行近净成形,从而达到环形锻件减小成本,减少机加余量的目的。
技术实现思路
1、本实用新型要解决的技术问题是:提供一种高筒薄壁内法兰锻件成形工装,以解决上述现有技术中存在的技术问题。
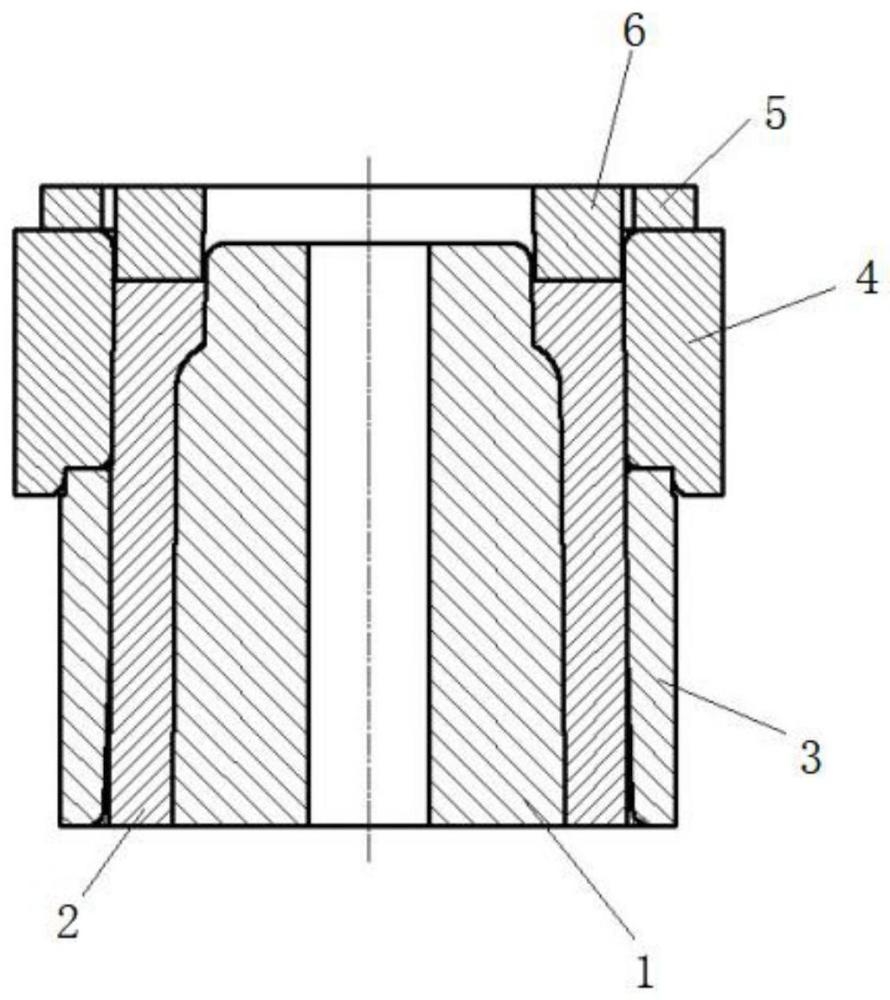
2、本实用新型采取的技术方案为:一种高筒薄壁内法兰锻件成形工装,包括冲头、胎膜垫环、胎膜以及压环,所述冲头竖直放置在环坯的内部,所述冲头的外形与内法兰锻件产品的内侧形状匹配;所述胎膜垫环以及所述胎膜均为圆环状,所述胎膜垫环套在环坯的外周,所述胎膜垫环的高度为内法兰锻件产品的高度的一半以上,所述胎膜垫环在所述胎膜的挤压下竖直向下运动至与环坯的底部齐平,所述胎膜以及所述胎膜垫环的尺寸与内法兰锻件产品的外径匹配;所述压环为圆环形,所述压环内径以及外径分别与冲头外径以及胎膜内径匹配,所述压环用于将环坯的上端挤压成内法兰状。
3、优选的,还包括限高环,所述限高环放置在胎膜的上端,所述胎膜垫环与所述胎膜配合时候的高度加上所述限高环的高度等于内法兰锻件产品的高度加上压环的高度。
4、优选的,所述胎膜垫环的上端设置为l形的阶梯状,所述胎膜的下端设置为与l形的阶梯状相互配合的倒l形的阶梯状。
5、优选的,所述胎膜垫环的下端内侧倒圆角。
6、优选的,所述胎膜的上端内侧倒圆角。
7、优选的,所述胎膜的下端内侧倒圆角。
8、优选的,所述冲头同轴设置有通孔。
9、本实用新型的有益效果:与利用矩形环坯成形内法兰锻件相比,本实用新型更加节省原材料,能够减少节省的原材料部分的机加工时,锻件流线更接近锻件最终形状,组织性能更好。
技术特征:
1.一种高筒薄壁内法兰锻件成形工装,其特征在于:包括冲头、胎膜垫环、胎膜以及压环,所述冲头竖直放置在环坯的内部,所述冲头的外形与内法兰锻件产品的内侧形状匹配;所述胎膜垫环以及所述胎膜均为圆环状,所述胎膜垫环套在环坯的外周,所述胎膜垫环的高度为内法兰锻件产品的高度的一半以上,所述胎膜垫环在所述胎膜的挤压下竖直向下运动至与环坯的底部齐平,所述胎膜以及所述胎膜垫环的尺寸与内法兰锻件产品的外径匹配;所述压环为圆环形,所述压环内径以及外径分别与冲头外径以及胎膜内径匹配,所述压环用于将环坯的上端挤压成内法兰状。
2.根据权利要求1所述的一种高筒薄壁内法兰锻件成形工装,其特征在于:还包括限高环,所述限高环放置在胎膜的上端,所述胎膜垫环与所述胎膜配合时候的高度加上所述限高环的高度等于内法兰锻件产品的高度加上压环的高度。
3.根据权利要求1所述的一种高筒薄壁内法兰锻件成形工装,其特征在于:所述胎膜垫环的上端设置为l形的阶梯状,所述胎膜的下端设置为与l形的阶梯状相互配合的倒l形的阶梯状。
4.根据权利要求1所述的一种高筒薄壁内法兰锻件成形工装,其特征在于:所述胎膜垫环的下端内侧倒圆角。
5.根据权利要求1所述的一种高筒薄壁内法兰锻件成形工装,其特征在于:所述胎膜的上端内侧倒圆角。
6.根据权利要求1所述的一种高筒薄壁内法兰锻件成形工装,其特征在于:所述胎膜的下端内侧倒圆角。
7.根据权利要求1所述的一种高筒薄壁内法兰锻件成形工装,其特征在于:所述冲头同轴设置有通孔。
技术总结
本技术公开了一种高筒薄壁内法兰锻件成形工装,包括冲头、胎膜垫环、胎膜以及压环,所述冲头竖直放置在环坯的内部,所述冲头的外形与内法兰锻件产品的内侧形状匹配;所述胎膜垫环以及所述胎膜均为圆环状,所述胎膜垫环套在环坯的外周,所述胎膜垫环的高度为内法兰锻件产品的高度的一半以上,所述胎膜以及所述胎膜垫环的尺寸与内法兰锻件产品的外径匹配;所述压环为圆环形,所述压环内径以及外径分别与冲头外径以及胎膜内径匹配,所述压环用于将环坯的上端挤压成内法兰状。本技术更加节省原材料,能够减少节省的原材料部分的机加工时,锻件流线更接近锻件最终形状,组织性能更好。
技术研发人员:段焱康,何星星,杨家典,王攀智,王清,罗鸿飞,徐兵,邓小龙,吴闯,彭翔
受保护的技术使用者:贵州航宇科技发展股份有限公司
技术研发日:20230830
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!