一种异形盖加垫装置的制作方法
本技术涉及瓶盖垫片放置设备的,更具体涉及一种异形盖加垫装置。
背景技术:
1、瓶子是一种常见的容器,用于各行各业,为了保证瓶子的密封性,都需要在其盖子的内部设置一个垫片,盖子一般为塑料或者金属制的,垫片的材质相对于盖子偏软一些,以便在盖子与瓶子盖合时能够起到较好的密封性。
2、垫片一般为圆环形的结构。一般,常见的盖子有一个盖顶、盖顶延伸有一圈边沿,该边沿与盖子的盖顶垂直,边缘与盖子的连接处形成的是直角,边沿内侧有螺纹与瓶子匹配。对于这种直角边沿的传统盖子,已经实现了利用自动化设备加垫片,这样,能大大节约人工成本,提高工作效率。
3、但是,对于盖子的边沿与盖子的盖顶的连接处不是直角的异形盖,利用现有的自动化加垫机构无法实行自动加垫片。该异形盖的具体结构如图1所示,其具有盖顶101、竖直的边沿103,盖顶101的外径大于边沿103的外径,盖顶101与竖直的边沿103之间具有倾斜的连接锥面102,锥面102与盖顶101之间形成一个锐角,这种非直角边沿的异形盖,为保证其密封性,其垫片的外边缘抵住锥面102和盖顶101连接处,垫片200的外径尺寸大于竖直边沿102的内径。由于垫片200的外径大于垂直边沿103的内径,现有的自动化加垫机构一般采用吸盘转移或者直接落料的方式放置垫片200,垫片200放入盖子100一般为垂直方向放入,若想直接将垫片200放置到盖子100内,采用现有的自动化加垫机构是无法放入的。因此,对于此类盖子100加装垫片200,都是采用人工手动加装垫片200的,效率低,无法实现自动化作业。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种针对上述异形盖的异形盖加垫装置,利用该异形盖加垫装置进行加装垫片的加垫方法非常巧妙,实现了自动化加装垫片,工作效率高。
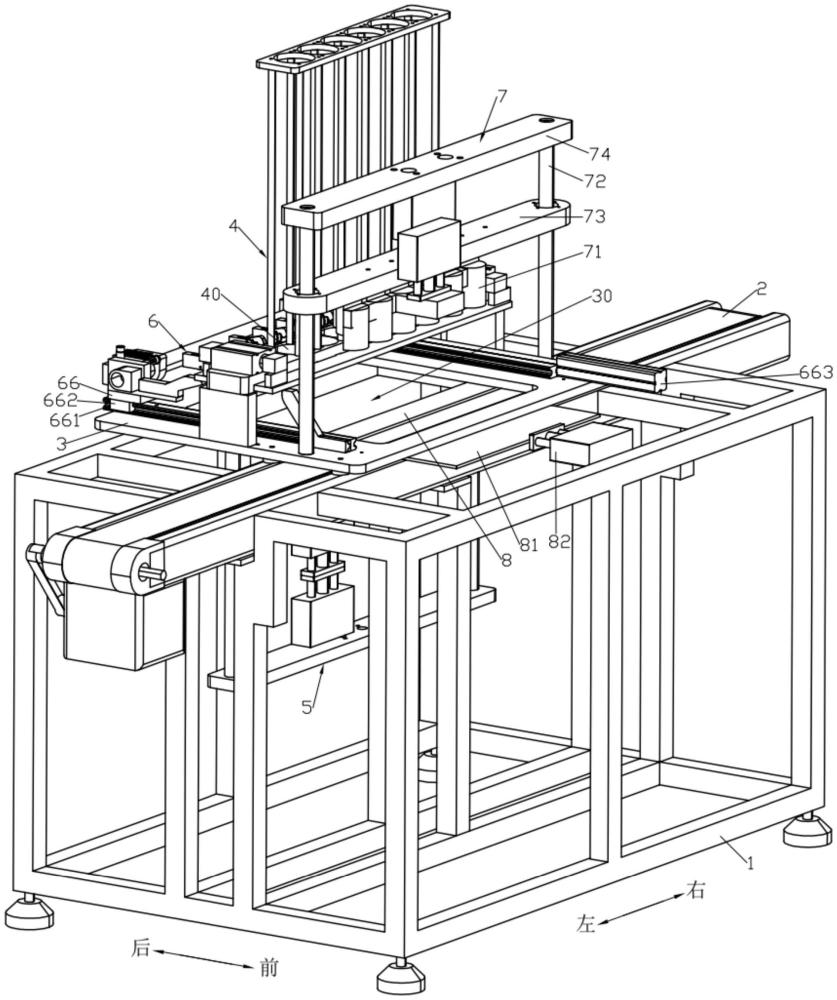
2、根据本实用新型的一个方面,提供了一种异形盖加垫装置,其包括:
3、机架,所述机架上设有水平设置的传送带,传送带用于输送盖子;
4、工作台,所述工作台为中空结构以形成作业区,传送带位于作业区下方;
5、料架机构,所述料架机构架设于作业区上方、且位于传送带的一侧,料架机构用于堆叠垫片,料架机构设有多个料孔,料孔的正下方设有可上下移动的吸头机构,吸头机构包括多个吸取垫片的吸头,吸头与料孔数量相同;
6、夹爪机构,所述夹爪机构可移动架设于工作台、且能够在作业区内移动,夹爪机构包括多个可夹取垫片的夹爪组件、可转动的夹爪轴、以及驱动夹爪轴转向的驱动件,夹爪组件与吸头的数量相同,夹爪组件安装于夹爪轴、且夹爪组件的夹取口朝向传送带,夹爪组件包括夹取垫片时能够减小垫片左右宽度的的上夹爪和下夹爪;
7、压垫机构,所述压垫机构位于传送带的正上方,压垫机构包括可上下移动的多个压头,压头与吸头的数量相同;
8、当上夹爪和下夹爪夹取垫片时并使垫片的左右宽度变小,夹爪机构前移在驱动件的作用下,使夹爪轴转动带动夹爪组件的前端向下倾斜、垫片倾斜,夹爪机构前移倾斜的垫片插入传送带上的盖子内,压头向下移动压住垫片装入盖子内。
9、由此,利用上、下夹爪使原本的圆环形垫片变形,通过改变垫片左右宽度并采用倾斜插入的方式,使垫片顺利插入、边沿内径小于垫片外径的盖子中,针对这种非直角边沿的异形盖实现了自动化加装垫片,大大提高了工作效率。
10、在一些实施方式中,上夹爪的前端设有内陷的缺口部,缺口部的两侧具有折片部,下夹爪的前端能够置于缺口部内,上夹爪和下夹爪夹取垫片时,垫片一端置于下夹爪的前端上方并夹持于缺口部内,所述折片部使垫片两侧向下压、垫片的左右宽度变小。由此,利用上、下夹爪的特殊结构,通过缺口部、折片部与下夹爪的前端配合,使原本的圆环形垫片变形,通过改变垫片左右宽度,方便后续插入至边沿内径小于垫片外径的盖子内。
11、在一些实施方式中,驱动件为撞块组件,撞块组件包括第一撞块和第二撞块,第一撞块的一端固定连接于夹爪轴,第二撞块固定安装于工作台,第一撞块的另一端具有顶撞部、且相对于与夹爪轴的连接处抬高,顶撞部的上表面为依次相连的弧形段、平面段,第二撞块靠第一撞块的一端具有倾斜设置的导向部,导向部的顶端为弧形,第一撞块与第二撞块碰撞、驱动夹爪轴转动。由此,第一撞块随夹爪机构整体前移,当第一撞块的前端弧形段接触到第二撞块的导向部的弧形顶端时,第一撞块沿其弧形进入导向部,第一撞块的平面段与倾斜的导向部配合,第一撞块的前端向下转动、从而带动夹爪轴发生转动,上、下夹爪以及被夹持的垫片发生倾斜,垫片呈前端向下倾斜状,方便垫片的前端呈倾斜插入盖子的盖顶的边缘。
12、在一些实施方式中,夹爪机构还包括复位组件,所述复位组件包括挡件、挡块和复位弹簧,挡块固定设置,挡件套设固定于夹爪轴,挡件设有止挡部,复位弹簧的两端分别连接挡件和挡块,当复位弹簧压缩时、所述止挡部转动至挡块上方。由此,当垫片插入盖子后,夹爪机构渐渐后退,第一撞块会与第二撞块渐渐分离,复位弹簧拉着夹爪轴转动复位,止挡部转向至挡块上方,上、下夹爪和夹爪轴完全复位。
13、在一些实施方式中,料架机构包括料架底板、导料杆、料架顶板、第一夹板、第二夹板和夹板气缸,料架底板的两端架设于工作台上,夹板气缸为双头气缸、且安装于料架底板,料孔设于料架底板上,导料杆的两端分别固定于料架底板和料架顶板,导料杆分布于料孔边缘,第一夹板、第二夹板分设于料架底板的两侧,且第一夹板和第二夹板靠料架底板的一侧均设有夹持凸起,料架底板内设有供夹持凸起活动的让位孔,第一夹板和第二夹板分别连接于夹板气缸的两端、以实现对堆叠垫片的夹持。由此,若干个垫片一片片堆叠呈竖直方向叠放,夹板气缸带动第一、第二夹板向内靠拢,夹持凸起进入料孔内顶住处于底部的几片垫片,避免垫片滑脱下去;当吸头向上移动后,夹板气缸向两侧拉第一、第二夹板,夹持凸起松开垫片,吸头吸住最底部的垫片,然后夹板气缸再次带动第一、第二夹板向内靠拢,夹持凸起夹持最底部垫片上面的几片垫片;该料架机构实现了垫片的有序堆叠和有序释放。
14、在一些实施方式中,吸头机构还包括吸头架导柱、吸头架和吸头气缸,吸头架导柱的一端固定于工作台底部、另一端连接有吸头气缸支架,吸头架可滑动连接于吸头架导柱,吸头气缸连接吸头气缸支架和吸头架、以实现吸头架的上下移动,吸头安装于吸头架上,吸头包括吸垫板、垫板底座和吸头垫,吸头垫、垫板底座和吸垫板依次安装于吸头架上且内部设有通气道,吸垫板和垫板底座的边缘相对于吸头垫向外突出、且突出处设有一处内陷的避让口,避让口能够供夹爪组件的前端插入、以夹取垫片。由此,垫片为圆环形结构,垫片底座和吸头垫上形成避让口,方便上、下夹爪从垫片的上下方向夹取垫片,该吸头结构和夹爪组件配合使用,区别于现有技术中单纯的吸取垫片的吸盘结构。
15、在一些实施方式中,吸头气缸包括吸头气缸一和吸头气缸二,吸头气缸一的活塞杆和吸头气缸二的活塞杆连接,吸头气缸一的缸体安装于吸头气缸支架上,吸头气缸二的缸体安装于吸头架的底部。由此,吸头气缸分为两个部分,方便气动控制,当需要到料架机构处吸取垫片时,吸头气缸一、二都需要伸长其活塞杆,在吸取垫片向下回缩时,由于垫片停留的高度需要方便上、下夹爪夹取,所以吸头气缸没有完全下降复位,可在设计好吸头气缸一、二的活塞杆各自的伸缩长度选择其中一个气缸回缩,待垫片被夹走后,另一个气缸回缩,完成吸头的完全复位。
16、在一些实施方式中,传送带的两侧设有限位板,限位板位于工作台下方且分布于作业区,工作台与限位板之间具有间隙、且间隙内设有推板,推板位于远离料架机构的一侧,推板靠传送带的一侧设有多个与盖子外形匹配的槽口,槽口与吸头数量相同,推板远离传送带的一侧连接有推板气缸、以移动推板抵住盖子外壁。由此,盖子经传送带输送至作业区,两侧的限位板可以使盖子有序排列,当与吸头数量相同的盖子至作业区内时,推板气缸驱动推板向盖子处移动,通过推板上的槽口将多个盖子均匀分散排布,使盖子的位置与压头对齐。
17、在一些实施方式中,压垫机构还包括压垫导柱、横梁和压垫气缸,压垫导柱的底端固定于工作台上、顶端连接有压垫气缸支架,横梁可滑动连接于压垫导柱,压垫气缸连接压垫气缸支架和横梁、以驱动横梁的上下移动,压头连接于横梁。由此,压垫气缸驱动横梁下的压头向下移动,将倾斜插入盖子的垫片压入至盖内。
18、在一些实施方式中,压头被分割为内压头和外压头,内压头位于靠料架机构的一侧,内压头固定于横梁的底部,各外压头通过连杆连接为一体,连杆连接有外压头气缸、以实现外压头的上下移动,外压头气缸的缸体固定于横梁的侧壁。由此,压头优选分体式结构,外压头气缸驱动外压头先向下压,压住垫片的前半部、且不压死垫片给予垫片移动空间,给予垫片移动空间是为了在内压头下压时,垫片能自我进行位置调整;然后压垫气缸驱动内压头向下压,在压垫气缸的活塞杆伸出的过程中,外压头气缸回缩、保证外压头保持压着垫片的前半部且不将垫片完全压死,在内压头将垫片的后半部压入盖子,内压头和外压头底部齐平时,外压头气缸不再回缩,压垫气缸继续向下驱动,使内压头和外压头同时向下移动,将垫片与盖子压实。
19、与现有技术相比,本实用新型的有益效果是:本实用新型提供的异形盖加垫装置的结构设计巧妙,利用该加垫装置能够对非直角边沿的异形盖实现自动化加装垫片,取代人工加垫作业;通过能够合拢和分离的第一、第二夹板、以及能够上下移动的吸头,实现了垫片的有序下料,吸头设置方便上下夹爪夹取垫片的避让口,夹取垫片时,利用上、下夹爪的特殊结构,通过缺口部、折片部与下夹爪的前端配合,使原本的圆环形垫片变形,垫片左右两侧被折向下弯、改变垫片左右宽度;然后通过撞块使夹爪轴主动、改变垫片的方向使垫片倾斜,将倾斜的垫片插入至有序摆放的盖子内,垫片的前端点与盖子的盖顶内边缘抵触,也就是对于边沿内径小于垫片外径的盖子、垫片的前端可以插入至盖子的盖顶与边沿之间的间隙内;在垫片前端向插入盖子的情况下,将垫片压入盖子,垫片压入时,压头优选分体式结构,将垫片前半部分压住但不压死,再用内压头将垫片后半部分压入至盖子内,在内压头压入的过程中,垫片在盖子盖顶与边沿之间的间隙内可以进行自我位置调整,最后内外压头将垫片与盖子压实,该加垫装置和加垫方法的提出,解决了垫片外径尺寸大于盖子的竖直边沿内径的异形盖的无法自动化加垫的问题,大大提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!