一种冷却器芯的组装装置的制作方法
本技术属于加工固定,尤其涉及一种冷却器芯的组装装置。
背景技术:
1、随着科技进步和各行业对高效散热需求的增加,冷却器的应用前景仍然非常广阔。冷却器中负责传递热量和冷却流体的关键组件。主要应用于电子设备领域、汽车工业领域、工业制冷领域、医疗设备领域、可再生能源领域等。
2、冷却器中最重要的组成结构是冷却器芯,冷却器芯由多个平行排列的芯管和连接它们的上下排组成,形成一个紧凑的热交换区域。冷却流体通过冷却器芯的芯管流过,与芯管接触时进行热量交换,实现对被冷却物体的有效散热。这种结构设计旨在提高散热效率,并确保冷却流体能够充分覆盖整个冷却器芯,以达到最佳冷却效果。
3、大多数情况下,冷却器芯的组装过程中需要将冷却器芯管与其他导向的零部件进行固定,一般包括冷却器上下排以及冷却器侧板,待冷却器芯与零部件固定到位后,再对其相连接的缝隙进行点胶或者是利用螺栓将其固定到位,现有技术中扔存在焊接位置以及点胶位置不够精准,当以面的形式进行焊接、点胶时,既要将零部件固定到位又要考虑旋转冷却芯管等问题,目前均是由夹具对零部件以及冷却器芯管进行固定,人工将其旋转到位之后再继续对缝隙进行点胶,整个过程费时费力且效率低下。
技术实现思路
1、本实用新型实施例的目的在于提供一种冷却器芯的组装装置,旨在解决现有技术中扔存在点胶位置不够精准,当以面的形式进行点胶时,既要将零部件固定到位又要考虑旋转冷却芯管等问题,目前均是由夹具对零部件以及冷却器芯管进行固定,人工将其旋转到位之后再继续对缝隙进行点胶,整个过程费时费力且效率低下。
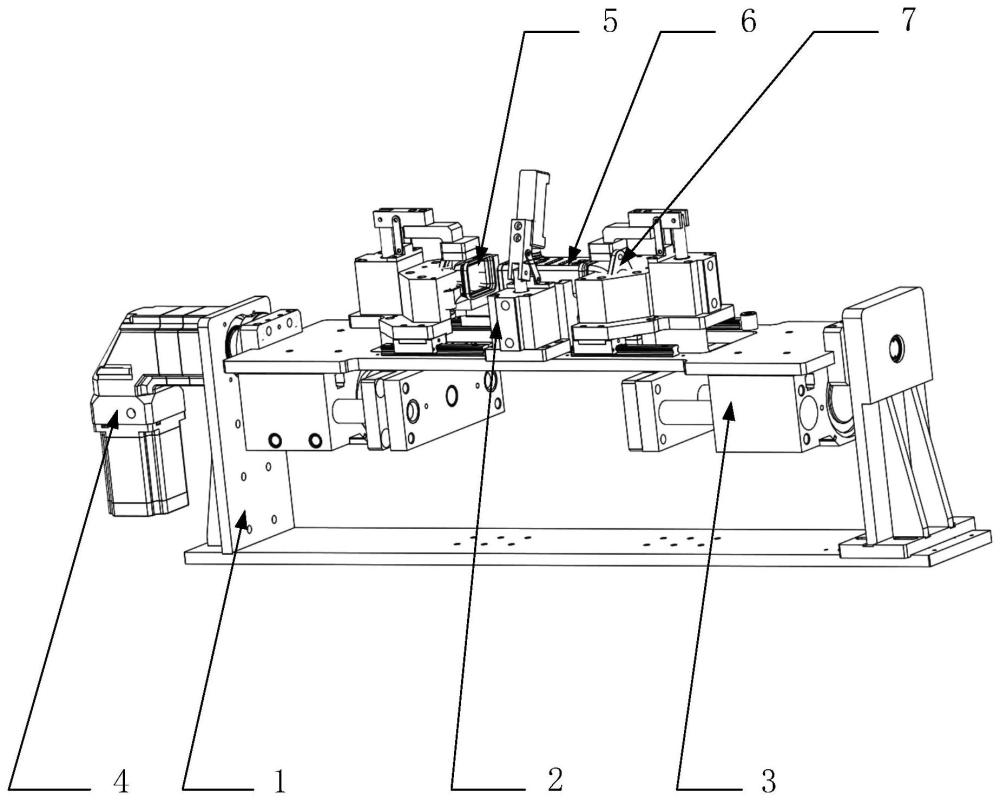
2、本实用新型实施例是这样实现的,一种冷却器芯的组装装置,所述冷却器芯的组装装置包括工作台、压紧组件、移动组件以及旋转组件;
3、所述压紧组件用于固定以及定位冷却器芯,所述冷却器芯由冷却器上排、冷却器下排以及冷却器芯管组成,所述压紧组件安装在旋转组件上,所述压紧组件包括第一压紧模块、第二压紧模块以及第三压紧模块,所述第一压紧模块用于固定冷却器上排、所述第二压紧模块用于固定冷却器下排、所述第三压紧模块用于固定冷却器芯管;
4、所述移动组件用于推动冷却器上排以及冷却器下排移动到冷却器芯管的两侧并与冷却器芯管相配合以组装得到冷却器芯;
5、所述旋转组件用于带动冷却器芯旋转以使得冷却器芯朝向设定方向,从而便于焊接装置以及点胶装置对冷却器芯管与冷却器上排之间的缝隙以及冷却器芯管与冷却器下排之间的缝隙进行焊接以及点胶,所述旋转组件包括安装板以及第一动力组件,所述安装板用于安装压紧组件以及移动组件,所述第一动力组件用于为安装板的旋转运动提供动力。
6、优选地,所述旋转组件安装在工作台上,所述旋转组件还包括检测组,所述检测组包括位置传感器以及挡板,所述位置传感器安装在工作台上,所述挡板安装在第一动力组件上,所述检测组用于检测并记录旋转组件旋转的角度;
7、所述安装板两端面固定在第一动力组件上,所述安装板设置若干限位凸块,所述限位凸块从安装板上表面延伸出,所述限位凸块用于限定移动组件推动冷却器上排以及冷却器下排运动的距离;
8、所述第一动力组件安装在工作台上,所述第一动力组件包括第一动力源,转盘以及连接板,所述连接板固定在安装板的两端面上,所述转盘一端面与连接板固定连接、另一端面与第一动力源输出轴一端连接,所述转盘用于导向安装板以及冷却器芯的旋转运动,所述第一动力源固定在工作台上,所述第一动力源用于为转盘的旋转提供动力。
9、优选地,所述移动组件包括第一移动组以及第二移动组,所述第一移动组以及第二移动组安装在安装板上,所述第一移动组位于第一压紧模块正下方,所述第一移动组用于推动第一压紧模块运动,所述第二移动组位于第二压紧模块正下方,所述第二移动组用于推动第二压紧模块运动。
10、优选地,所述第一移动组包括第一移动动力源、第一导轨、第一滑块以及第一安装支架,所述第一导轨固定在安装板上表面,所述第一滑块与第一导轨滑动连接,所述第一安装支架一端固定在第一移动源输出端上、另一端安装在第一压紧模块底面,第一移动动力源固定在安装板底面,第一导轨用于导向第一压紧模块运动,所述第一移动动力源用于为第一压紧模块的运动提供动力。
11、优选地,所述第二移动组包括第二移动动力源、第二导轨、第二滑块以及第二安装支架,所述第二导轨固定在安装板上表面,所述第二滑块与第二导轨滑动连接,所述第二安装支架一端固定在第二移动源输出端上、另一端安装在第二压紧模块底面,所述第二移动动力源固定在安装板底面,第二导轨用于导向第二压紧模块运动,所述第二移动动力源用于为第二压紧模块的运动提供动力。
12、优选地,所述第一压紧模块包括第一底板、第一压紧动力源、第一上压紧块以及第一下压紧块,所述第一底板固定在移动组件上,所述第一压紧动力源安装在第一底板上,所述第一上压紧块安装在第一压紧动力源输出端上,所述第一下压紧块固定在第一底板上并位于第一上压紧块正下方,所述第一下压紧块用于支撑冷却器上排,所述第一压紧动力源用于控制第一上压紧块的运动,所述第一上压紧块用于定位以及固定冷却器上排。
13、优选地,所述第二压紧模块包括第二底板、第二压紧动力源、第二上压紧块以及第二下压紧块,所述第二底板固定在移动组件上,所述第二压紧动力源安装在第二底板上,所述第二上压紧块安装在第二压紧动力源输出端上,所述第二下压紧块固定在第二底板上并位于第二上压紧块正下方,所述第二下压紧块用于支撑冷却器下排,所述第二压紧动力源用于控制第二上压紧块的运动,所述第二上压紧块用于定位以及固定冷却器下排。
14、优选地,所述第三压紧模块包括第三底板、第三压紧动力源、第三上压紧块以及第三下压紧块,所述第三底板固定在安装板上,所述第三压紧动力源安装在第三底板上,所述第三上压紧块安装在第三压紧动力源输出端上,所述第三下压紧块固定在第三底板上并位于第三上压紧块的正下方,所述第三下压紧块用于支撑冷却器芯管,所述第三压紧动力源用于控制第三上压紧块的运动,所述第三上压紧块用于定位以及固定冷却器芯管。
15、优选地,所述工作台设置为凵形,所述工作台包括第一侧板,第二侧板以及中间底板,所述第一侧板以及第二侧板末端安装在中间板正面,所述第一侧板以及第二侧板用于安装旋转组件。
16、本实用新型实施例提供的一种冷却器芯的组装装置,本实用新型设置了压紧组件分别将冷却器上下排以及冷却器芯管固定压紧并防止脱落,设置了移动组件,将固定冷却器上下排的第一压紧模块以及第二压紧模块移动到设定位置以便于冷却器芯组装到位,设置了旋转组件,使得冷却器芯旋转到设定的朝向以便于焊接装置以及点胶装置在冷却器芯的加工位置进行焊接以及点胶,整个组装装置在焊接、点胶工序开始前,将冷却器上下排与冷却器芯管组装到位再将其旋转到设定的朝向,解决了利用人工动作带来的费时费力且效率低下的问题。
技术特征:
1.一种冷却器芯的组装装置,其特征在于,所述冷却器芯的组装装置包括工作台、压紧组件、移动组件以及旋转组件;
2.根据权利要求1所述的冷却器芯的组装装置,其特征在于,所述旋转组件安装在工作台上,所述旋转组件还包括检测组,所述检测组包括位置传感器以及挡板,所述位置传感器安装在工作台上,所述挡板安装在第一动力组件上,所述检测组用于检测并记录旋转组件旋转的角度;
3.根据权利要求1所述的冷却器芯的组装装置,其特征在于,所述移动组件包括第一移动组以及第二移动组,所述第一移动组以及第二移动组安装在安装板上,所述第一移动组位于第一压紧模块正下方,所述第一移动组用于推动第一压紧模块运动,所述第二移动组位于第二压紧模块正下方,所述第二移动组用于推动第二压紧模块运动。
4.根据权利要求3所述的冷却器芯的组装装置,其特征在于,所述第一移动组包括第一移动动力源、第一导轨、第一滑块以及第一安装支架,所述第一导轨固定在安装板上表面,所述第一滑块与第一导轨滑动连接,所述第一安装支架一端固定在第一移动源输出端上、另一端安装在第一压紧模块底面,第一移动动力源固定在安装板底面,第一导轨用于导向第一压紧模块运动,所述第一移动动力源用于为第一压紧模块的运动提供动力。
5.根据权利要求3所述的冷却器芯的组装装置,其特征在于,所述第二移动组包括第二移动动力源、第二导轨、第二滑块以及第二安装支架,所述第二导轨固定在安装板上表面,所述第二滑块与第二导轨滑动连接,所述第二安装支架一端固定在第二移动源输出端上、另一端安装在第二压紧模块底面,所述第二移动动力源固定在安装板底面,第二导轨用于导向第二压紧模块运动,所述第二移动动力源用于为第二压紧模块的运动提供动力。
6.根据权利要求1所述的冷却器芯的组装装置,其特征在于,所述第一压紧模块包括第一底板、第一压紧动力源、第一上压紧块以及第一下压紧块,所述第一底板固定在移动组件上,所述第一压紧动力源安装在第一底板上,所述第一上压紧块安装在第一压紧动力源输出端上,所述第一下压紧块固定在第一底板上并位于第一上压紧块正下方,所述第一下压紧块用于支撑冷却器上排,所述第一压紧动力源用于控制第一上压紧块的运动,所述第一上压紧块用于定位以及固定冷却器上排。
7.根据权利要求1所述的冷却器芯的组装装置,其特征在于,所述第二压紧模块包括第二底板、第二压紧动力源、第二上压紧块以及第二下压紧块,所述第二底板固定在移动组件上,所述第二压紧动力源安装在第二底板上,所述第二上压紧块安装在第二压紧动力源输出端上,所述第二下压紧块固定在第二底板上并位于第二上压紧块正下方,所述第二下压紧块用于支撑冷却器下排,所述第二压紧动力源用于控制第二上压紧块的运动,所述第二上压紧块用于定位以及固定冷却器下排。
8.根据权利要求1所述的冷却器芯的组装装置,其特征在于,所述第三压紧模块包括第三底板、第三压紧动力源、第三上压紧块以及第三下压紧块,所述第三底板固定在安装板上,所述第三压紧动力源安装在第三底板上,所述第三上压紧块安装在第三压紧动力源输出端上,所述第三下压紧块固定在第三底板上并位于第三上压紧块的正下方,所述第三下压紧块用于支撑冷却器芯管,所述第三压紧动力源用于控制第三上压紧块的运动,所述第三上压紧块用于定位以及固定冷却器芯管。
9.根据权利要求1所述的冷却器芯的组装装置,其特征在于,所述工作台设置为凵形,所述工作台包括第一侧板,第二侧板以及中间底板,所述第一侧板以及第二侧板末端安装在中间板正面,所述第一侧板以及第二侧板用于安装旋转组件。
技术总结
本技术适用于加工固定技术领域,提供了一种冷却器芯的组装装置,所述冷却器芯的组装装置包括工作台、压紧组件、移动组件以及旋转组件;所述压紧组件用于固定以及定位冷却器芯,所述移动组件用于推动冷却器上排以及冷却器下排移动到冷却器芯管的两侧并与冷却器芯管相配合以使得冷却器芯组装到位;所述旋转组件用于带动冷却器芯旋转以使得冷却器芯朝向设定方向,从而便于焊接装置以及点胶装置对冷却器芯管与冷却器上排之间的缝隙以及冷却器芯管与冷却器下排之间的缝隙进行焊接点胶。本技术设置了压紧组件分别将冷却器上下排以及冷却器芯管固定压紧并防止脱落,再将其旋转到设定的朝向,解决了利用人工动作带来的费时费力且效率低下的问题。
技术研发人员:何兰玉,罗富峰,赖福业,郑良军
受保护的技术使用者:深圳子柒科技有限公司
技术研发日:20230831
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!