一种用于燃气轮机支架钻孔的专用工装的制作方法
本技术涉及工装,具体为一种用于燃气轮机支架钻孔的专用工装。
背景技术:
1、该系列支架体积较小,加工数量大,其中加工工序繁多,材料1cr11ni2w2mov,具体形状及尺寸见(图一)。零件从毛料开始需要进行热处理、车加工、线切割外形、钻、铰孔、数控铣、倒角及攻螺纹等工序,该零件在加工钻、铰孔工序时由于零件较小,数量较多,钻孔时每装夹一个零件都需要单独找正加工,并且无定位基准,钻孔后,有时零件会出现孔两边的距离不等、加工后,同一个孔上下尺寸不一致,达不到最终尺寸要求。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种用于燃气轮机支架钻孔的专用工装,具体技术方案如下:
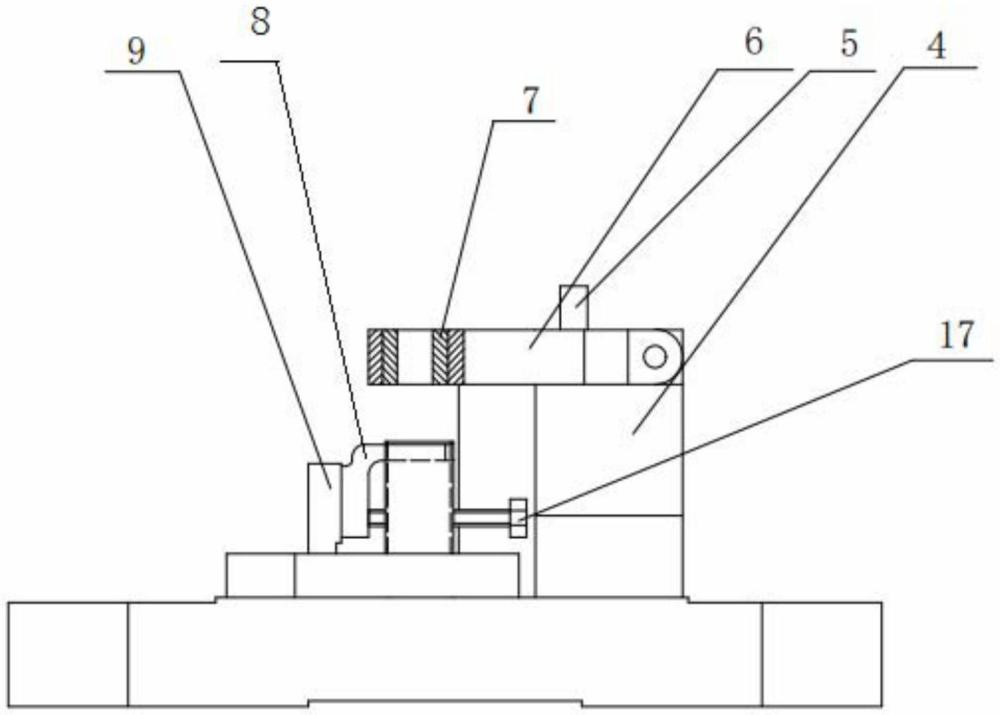
2、一种用于燃气轮机支架钻孔的专用工装,包括底座、固定座、支座、钻套座、定位块a和定位块b;
3、所述底座两端设有对称的u型槽,用于将工装固定在设备上;
4、所述支座设置在底座的右侧,通过销子a和螺钉b固定在底座上;
5、所述钻套座通过销子连接在支座上,钻套座能够通过销子b在支座上抬起下落,通过螺钉a将钻套座固定在支座上;
6、钻套设置在钻套座内;
7、所述定位块a和定位块b均设置在支座左侧;
8、所述定位块a呈t字形,支撑座a设置在支块a下端,通过销子c和螺钉c将支撑座a固定在底座上,支块a左侧面设置为支架的定位面a;
9、所述定位块b包括支撑座b和支块b,支撑座b设置在支块b下端,通过销子c和螺钉c将支撑座b固定在底座上;
10、所述支块b上设有定位螺孔,顶端上设置呈台阶形,上端为凸起块,下端设有躲避钻头的方形凹槽,凹槽后端为定位面b;
11、所述定位块a和定位块b的前端设有固定座,通过销子d和螺钉d将固定座固定在底座上;
12、所述固定座上设有惯通的锁紧螺孔;
13、将支架的定位端靠紧在定位面a上,加工端搭在定位面b上,且待加工孔的位置设置在方形凹槽正上方,通过螺钉穿过支块b上的定位螺孔将支架定位端顶在定位面a上;
14、锁紧螺栓穿过固定座上的锁紧螺孔定在支架加工端侧壁上,通过旋拧锁紧螺栓上的蝶形螺母将支架顶紧在支块b的凸起块侧壁。
15、所述的一种用于燃气轮机支架钻孔的专用工装,其优选方案为,所述钻套座内先放φ6.3mm的钻套,进行钻孔,然后放φ6.5mm的钻套进行铰孔达到尺寸要求;
16、所述钻套的位置对应定位座b上的方形凹槽。
17、所述的一种用于燃气轮机支架钻孔的专用工装,其优选方案为,所述锁紧螺孔设置的位置,根据支架在支块b上的高度设置。
18、所述的一种用于燃气轮机支架钻孔的专用工装,其优选方案为,所述定位面a的粗糙度要求为0.8mm,所述定位面b的粗糙度要求为1.6mm。
19、一种用于燃气轮机支架钻孔的专用工装的操作方法:加工时,首先通过底座的u型槽,将工装固定在设备上,将支架按照图示定位基准放在工装上,蝶形螺母旋拧锁紧螺栓对支架侧壁进行顶紧固定,螺钉e穿过定位块b上的定位螺孔将支架上的定位端顶紧在定位面a上,对支架进行分别锁紧固定,通过先放6.3mm的钻套为引导进行钻孔,然后放6.5mm的钻套进行铰孔达到尺寸要求,防止钻床工作时钻头摆动导致加工后零件尺寸不合格,对零件进行钻、铰孔。
20、有益效果
21、本实用新型该工装简单,装卸方便,工装底座设置了u型卡槽,固定到设备床面上后就可以加工零件,不但节省了加工时间,提高了加工效率,还可以避免零件加工后孔边距离不等和同一个孔上下尺寸不一致的问题,工装在钻、铰孔过程中节省了每装夹一个零件找正一次的时间,定位基准确定后,能保证支架装夹稳定、安全、可靠,操作方便,并能满足工艺要求。
技术特征:
1.一种用于燃气轮机支架钻孔的专用工装,其特征在于:包括底座、固定座、支座、钻套座、定位块a和定位块b;
2.根据权利要求1所述的一种用于燃气轮机支架钻孔的专用工装,其特征在于:所述钻套座内先放φ6.3mm的钻套,进行钻孔,然后放φ6.5mm的钻套进行铰孔达到尺寸要求;
3.根据权利要求1所述的一种用于燃气轮机支架钻孔的专用工装,其特征在于:所述锁紧螺孔设置的位置,根据支架在支块b上的高度设置。
4.根据权利要求1所述的一种用于燃气轮机支架钻孔的专用工装,其特征在于:所述定位面a的粗糙度要求为0.8mm,所述定位面b的粗糙度要求为1.6mm。
技术总结
本技术公开了一种用于燃气轮机支架钻孔的专用工装,该工装通过分别将固定座、支座、钻套座、定位块a、定位块b通过螺钉、和销子固定在底座上,利用底座的U型槽,将工装固定在设备上,将支架按照定位基准放在工装上,用锁紧螺栓、蝶形螺母和螺钉分别锁紧固定,通过利用钻套为引导,防止钻床工作时钻头摆动导致加工后零件尺寸不合格,对零件进行钻、铰孔。本技术的夹具工装装卸方便,操作简单,节省材料,提高效率,保证产品质量满足设计图纸要求。
技术研发人员:张立楠,李晓彤,周宏伟,刘政权,李云霞
受保护的技术使用者:沈阳黎明燃气轮机成套设备有限公司
技术研发日:20230911
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!