一种全光亮面精冲件的连续冲压带料的制作方法
本技术属于连续模带料的改进的相关,具体涉及一种每个连续单元采用2个产品成对配置,分批次冲孔、成型即可获得2个产品;能连续工作、工作效率高,同时能对产品的外形做到精确成型,以满足产品的全光亮面要求的全光亮面精冲件的连续冲压带料。
背景技术:
1、现有的连续模工作时,每个工位均需要在带料上先预充定位孔,然后在用对应的定位孔在对应的工作进行冲压工作;对于全光亮面精冲件的成型,一次成型一般很难满足全光亮面的要求;因而通常会采用分批次成型;如果采用连续成型模成型时,一次只成型一个产品的成型方法的工作效率低。
2、为此,我们研发了一种每个连续单元采用2个产品成对配置,分批次冲孔、成型即可获得2个产品;能连续工作、工作效率高,同时能对产品的外形做到精确成型,以满足产品的全光亮面要求的全光亮面精冲件的连续冲压带料。
技术实现思路
1、本实用新型的目的在于提供一种每个连续单元采用2个产品成对配置,分批次冲孔、成型即可获得2个产品;能连续工作、工作效率高,同时能对产品的外形做到精确成型,以满足产品的全光亮面要求的全光亮面精冲件的连续冲压带料。
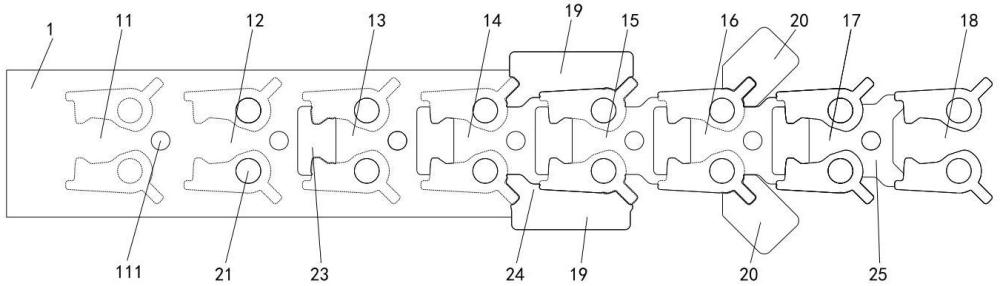
2、为实现上述目的,本实用新型提供如下技术方案:一种全光亮面精冲件的连续冲压带料,包含依次连接的第一连续单元、第二连续单元、第三连续单元、第四连续单元、第五连续单元、第六连续单元、第七连续单元和第八连续单元;每个连续单元均含有2个产品;后续的连续单元是在与其相邻的连续单元的基础上成型而成;产品的外形均被精确成型;所述第八连续单元只剩下两个独立的产品。
3、优选的,所述第一连续单元上成型有定位孔;所述第二连续单元上成型有一对第一通孔;所述第一通孔与2个产品的相应通孔对应;所述第三连续单元上成型有第一缺口部;所述第四连续单元和第五连续单元的上下两侧分别设置有第二缺口部;所述第七连续单元上成型有第三缺口部;所述第八连续单元只剩下两个独立的产品。
4、优选的,所述第六连续单元上对第五连续单元上成型出的凸起用凸起二次成型冲头进行第二次精确成型。
5、与现有技术相比,本实用新型提供了一种全光亮面精冲件的连续冲压带料,具备以下有益效果:
6、本实用新型所述的全光亮面精冲件的连续冲压带料的每个连续单元采用2个产品成对配置,分批次冲孔、成型即可获得2个产品;本实用新型能连续工作、工作效率高,同时能对产品的外形做到精确成型,以满足产品的全光亮面要求。
技术特征:
1.一种全光亮面精冲件的连续冲压带料,其特征在于:包含依次连接的第一连续单元、第二连续单元、第三连续单元、第四连续单元、第五连续单元、第六连续单元、第七连续单元和第八连续单元;每个连续单元均含有2个产品;后续的连续单元是在与其前面相邻的连续单元的基础上成型而成;产品的外形均被精确成型;所述第八连续单元只剩下两个独立的产品。
2.根据权利要求1所述的全光亮面精冲件的连续冲压带料,其特征在于:所述第一连续单元上成型有定位孔;所述第二连续单元上成型有一对第一通孔;所述第一通孔与2个产品的相应通孔对应;所述第三连续单元上成型有第一缺口部;所述第四连续单元和第五连续单元的上下两侧分别设置有第二缺口部;所述第七连续单元上成型有第三缺口部;所述第八连续单元只剩下两个独立的产品。
3.根据权利要求2所述的全光亮面精冲件的连续冲压带料,其特征在于:所述第六连续单元上对第五连续单元上成型出的凸起用凸起二次成型冲头进行第二次精确成型。
技术总结
本技术公开了一种全光亮面精冲件的连续冲压带料,包含依次连接的第一连续单元、第二连续单元、第三连续单元、第四连续单元、第五连续单元、第六连续单元、第七连续单元和第八连续单元;每个连续单元均含有2个产品;后续的连续单元是在与其前面相邻的连续单元的基础上成型而成;产品的外形均被精确成型;所述第八连续单元只剩下两个独立的产品;本技术所述的全光亮面精冲件的连续冲压带料的每个连续单元采用2个产品成对配置,分批次冲孔、成型即可获得2个产品;本技术能连续工作、工作效率高,同时能对产品的外形做到精确成型,以满足产品的全光亮面要求。
技术研发人员:杨国平
受保护的技术使用者:苏州博赢精密模具有限公司
技术研发日:20230927
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!