一种快拆式焊锡载具的制作方法
本技术涉及固定工装,具体为一种快拆式焊锡载具。
背景技术:
1、零件在进行焊锡操作时,需要通过固定工装将零件固定在焊锡工作台上,零件固定好了之后,通过自动化焊锡机或者手工操作的方式,在零件相对应的位置进行焊锡操作,传统的零件固定方式都是一个零件适配一个固定工装,需要焊接某个产品时,将该产品对应的固定工装通过螺栓固定在工作台上,需要更换不同种类的零件时,拆除固定工装上的螺丝将固定工装移走工作台之后,再通过螺纹连接的方式固定另外一种固定工装,这种操作方式在更换零件时,需要进行拆螺丝装螺丝的操作,耗时较长,无法实现多机种零件的快速转产,以及无法快速实现小批量多机种零件的生产。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种快速转产、满足小批量多机种零件的快速生产的快拆式焊锡载具。
2、本实用新型解决上述技术问题所采用的技术方案为:提出一种快拆式焊锡载具,用于固定待焊锡的零件,包括:
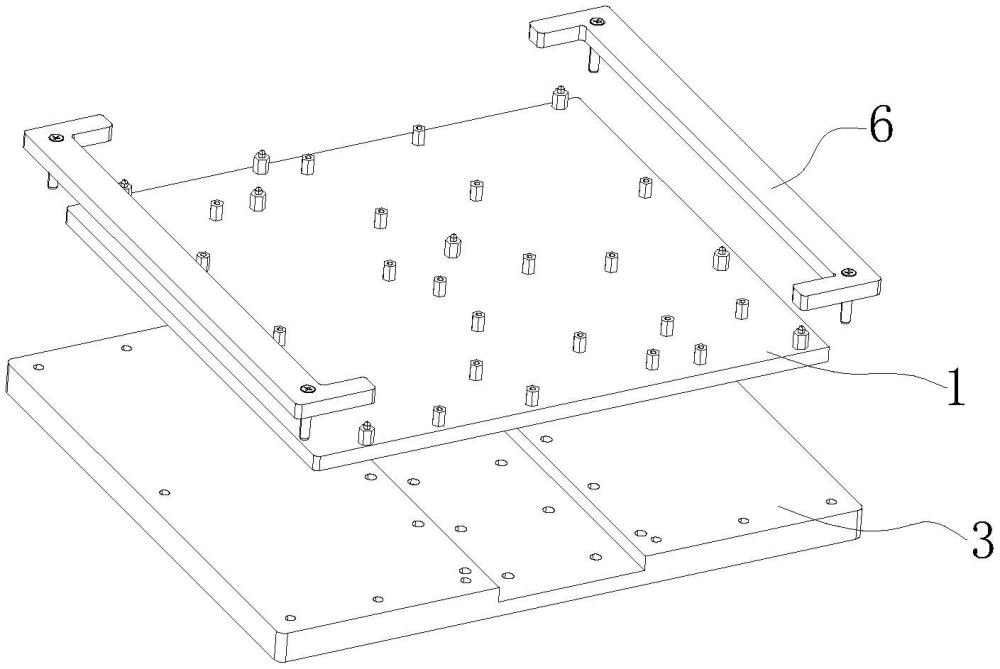
3、主体,其水平放置,所述主体上设置有零件固定位,所述零件固定位用于固定所述零件;
4、主体定位模块,其抵紧在所述主体的边缘并用于限制所述主体在水平面上的自由度;
5、底座,其抵靠在所述主体的下端面并与所述主体自身的重力一同限制所述主体在竖直方向上的自由度,所述主体定位模块以插拔的方式固定在所述底座上,所述底座上设置有多个与所述主体定位模块插拔连接的安装位,多个所述安装位用于使所述底座能够适配多种尺寸的所述主体与所述主体定位模块。
6、在上述的一种快拆式焊锡载具,所述底座上间隔设置有多组形成所述安装位的定位孔,每组所述定位孔的数量至少为一个,所述主体定位模块上设置有至少一个定位销,所述定位销可插入每个所述定位孔内。
7、在上述的一种快拆式焊锡载具,每组所述定位孔的数量为两个且所述底座上等间距的分布有六组所述定位孔,每种所述主体定位模块上均设置有四个与所述定位孔一一对应的所述定位销,所述定位销插入至所述定位孔内。
8、在上述的一种快拆式焊锡载具,所述主体定位模块为两个相对设置在所述主体两侧的定位块,每个所述定位块相对的一侧均设置有与所述主体外形相适配的定位槽,所述定位槽抵紧在所述主体的侧壁上。
9、在上述的一种快拆式焊锡载具,所述底座靠近所述主体的一端设置有避空槽,所述避空槽用于为所述主体放入或搬离所述底座提供避位。
10、在上述的一种快拆式焊锡载具,所述避空槽为贯穿所述底座相对两侧的通槽。
11、在上述的一种快拆式焊锡载具,所述避空槽与所述底座的任意一侧边连通。
12、在上述的一种快拆式焊锡载具,所述主体远离所述底座的一端设置有若干个定位凸部与定位凹部,所述定位凸部与所述定位凹部用于形成所述零件固定位。
13、与现有技术相比,本实用新型的优点在于通过在底座上设置了多个安装位,在更换不同机种的零件时,只需根据零件的类型更换不同种类的主体与主体定位模块,并且,主体定位模块与安装位之间为插拔连接,其能够使主体和主体定位模块的跟换更加的迅速,进而实现多机种零件的快速转产,最终满足小批量多机种零件的快速生产。
技术特征:
1.一种快拆式焊锡载具,用于固定待焊锡的零件,其特征在于,包括:
2.如权利要求1所述的一种快拆式焊锡载具,其特征在于,所述底座上间隔设置有多组形成所述安装位的定位孔,每组所述定位孔的数量至少为一个,所述主体定位模块上设置有至少一个定位销,所述定位销可插入每个所述定位孔内。
3.如权利要求2所述的一种快拆式焊锡载具,其特征在于,每组所述定位孔的数量为两个且所述底座上等间距的分布有六组所述定位孔,每种所述主体定位模块上均设置有四个与所述定位孔一一对应的所述定位销,所述定位销插入至所述定位孔内。
4.如权利要求1所述的一种快拆式焊锡载具,其特征在于,所述主体定位模块为两个相对设置在所述主体两侧的定位块,每个所述定位块相对的一侧均设置有与所述主体外形相适配的定位槽,所述定位槽抵紧在所述主体的侧壁上。
5.如权利要求1所述的一种快拆式焊锡载具,其特征在于,所述底座靠近所述主体的一端设置有避空槽,所述避空槽用于为所述主体放入或搬离所述底座提供避位。
6.如权利要求5所述的一种快拆式焊锡载具,其特征在于,所述避空槽为贯穿所述底座相对两侧的通槽。
7.如权利要求5所述的一种快拆式焊锡载具,其特征在于,所述避空槽与所述底座的任意一侧边连通。
8.如权利要求1所述的一种快拆式焊锡载具,其特征在于,所述主体远离所述底座的一端设置有若干个定位凸部与定位凹部,所述定位凸部与所述定位凹部用于形成所述零件固定位。
技术总结
本技术涉及固定工装技术领域,提供一种快拆式焊锡载具,包括:主体,其水平放置;主体定位模块,其抵紧在主体的边缘并用于限制主体在水平面上的自由度;底座,其抵靠在主体的下端面并与主体自身的重力一同限制主体在竖直方向上的自由度,主体定位模块以插拔的方式固定在底座上。与现有技术相比,本技术的优点在于通过在底座上设置了多个安装位,在更换不同机种的零件时,只需根据零件的类型更换不同种类的主体与主体定位模块,并且,主体定位模块与安装位之间为插拔连接,其能够使主体和主体定位模块的跟换更加的迅速,进而实现多机种零件的快速转产,最终满足小批量多机种零件的快速生产。
技术研发人员:范新光,刘正勇,李连杰
受保护的技术使用者:宁波德业储能科技有限公司
技术研发日:20231031
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!