扶手锁的自动装配系统及装配方法与流程
本发明涉及自动装配领域,具体地,涉及一种扶手锁的自动装配系统及装配方法。
背景技术:
1、扶手锁是汽车领域的重要零部件之一。在遇到紧急制动情况时,扶手锁能够保证乘车人的生命安全。目前传统的扶手锁的转配方式都是人工装配,通过人工注油,再将零部件依次装配实现。但是通过人工装配的方式存在质量风险,效率和装配质量都相对偏低。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种扶手锁的自动装配系统及装配方法。
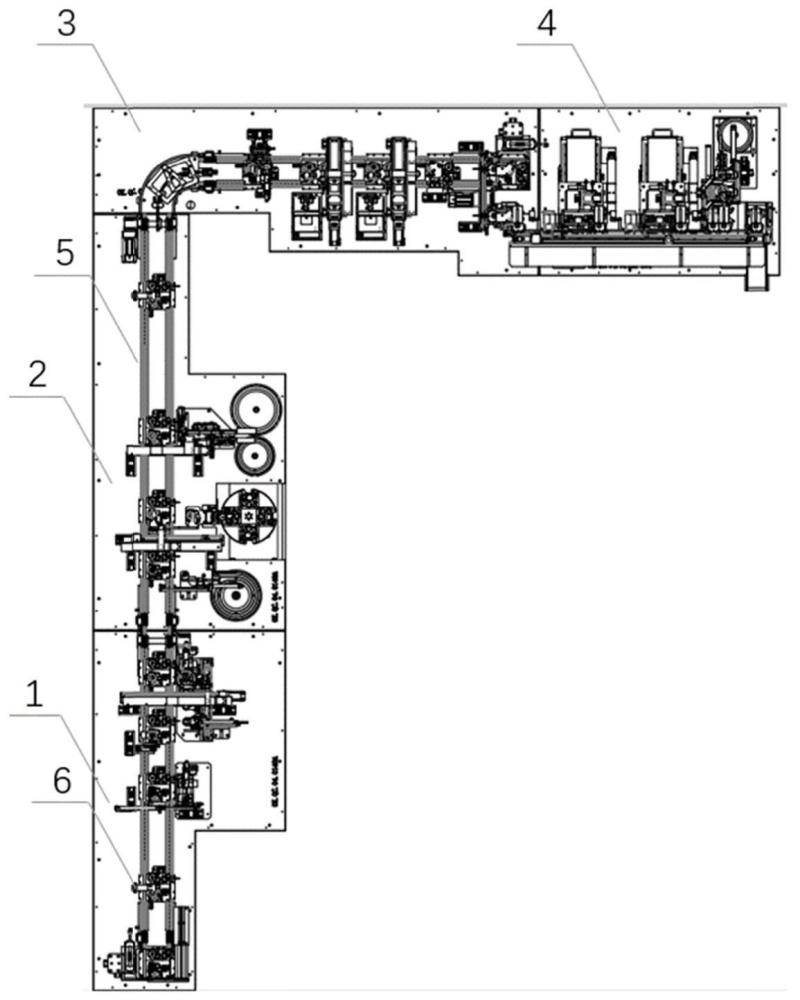
2、根据本发明提供的一种扶手锁的自动装配系统,包括装配平台、控制系统、检测系统、输送系统、齿轮装配模块、锁止组件装配模块以及螺栓装配模块,其中:
3、装配平台设置在输送系统上;
4、齿轮装配模块、锁止组件装配模块以及螺栓装配模块布置于所述输送系统周侧;
5、沿输送系统的运行方向,齿轮装配模块、锁止组件装配模块以及螺栓装配模块依次设置;
6、所述检测系统用于检测扶手锁在装配平台上的装配情况;
7、所述控制系统控制所述检测系统、输送系统、齿轮装配模块、锁止组件装配模块以及螺栓装配模块。
8、优选的,所述输送系统包括输送线装置,所述输送线装置包括驱动电机、主轴、头轮、尾轮以及输送链条,其中:
9、所述头轮和尾轮处设置有链轮,链轮围绕主轴设置;
10、所述链轮啮合所述输送链条;
11、驱动电机控制主轴转动,进而带动链轮和输送链条转动。
12、优选的,所述装配平台包括传送件和产品治具,其中:
13、所述传送件设置在所述输送系统上,输送系统带动所述传输件运行;
14、所述产品治具紧固于传送件上,用于装配扶手锁。
15、优选的,所述齿轮装配模块包括第一取料机构、第一点油枪、第一组装机构,其中:
16、所述第一取料机构用于将扇形齿轮、传动齿轮取至指定位置;
17、所述第一点油枪对扇形齿轮、传动齿轮、端盖点油;
18、第一组装机构将扇形齿轮、传动齿轮依次装配至端盖上。
19、优选的,所述锁止组件装配模块包括第二取料机构、波形垫圈振盘、锁止板装配模块以及棘爪装配模块,其中:
20、第二取料机构将波形垫圈、锁止板、定轴齿轮以及棘爪取至指定位置;
21、波形垫圈振盘用于将波形垫圈传输至取料点;
22、锁止板装配模块将定轴齿轮取至指定位置,再将锁止板取至指定位置;
23、棘爪装配模块将棘爪和棘爪销装配后与定轴齿轮配合连接。
24、优选的,所述螺栓装配模块包括第二点油枪、翻转取料机构以及第二组装机构,其中:
25、第二点油枪在锁盖上注油;
26、翻转取料机构将锁盖翻转;
27、第二组装机构将翻转后的锁盖组装到产品上。
28、优选的,所述螺栓装配模块还包括分螺丝机构、螺丝枪机构以及移动机构,其中:
29、分螺丝机构将螺丝分选到取料位置;
30、移动机构将螺丝枪机构移至分螺丝机构上吸取螺丝,再将螺丝枪机构移动至产品锁付。
31、优选的,还包括对扶手锁产品进行检测性能的性能检测模块。
32、根据本发明提供的一种基于上述的扶手锁的自动装配系统的装配方法,其特征在于,包括如下步骤:
33、步骤1:人工将齿轮盖、扇形齿轮、传动齿轮、定轴齿轮、锁盖放置到装配平台的料盘上,将锁止板放入装配平台的锁止板料仓内;
34、步骤2:齿轮装配模块依次将扇形齿轮、传动齿轮装配至齿轮盖中;
35、步骤3:锁止组件装配模块进一步装配波形垫圈、锁止板、定轴齿轮、棘爪、棘爪销;
36、步骤4:人工装配圆盘外齿组件、车感组件;
37、步骤5:螺栓装配模块将锁盖组装至产品上。
38、优选的,还包括步骤6:利用性能检测模块对装配完成的扶手锁进行性能检测。
39、与现有技术相比,本发明具有如下的有益效果:
40、1、本发明结构合理、设计巧妙且效率较高。
41、2、本发明通过设置生产线实现扶手锁的自动装配检测功能,大大提高了扶手锁的装配效率和质量。
技术特征:
1.一种扶手锁的自动装配系统,其特征在于,包括装配平台、控制系统、检测系统、输送系统、齿轮装配模块、锁止组件装配模块以及螺栓装配模块,其中:
2.根据权利要求1所述的扶手锁的自动装配系统,其特征在于,所述输送系统包括输送线装置,所述输送线装置包括驱动电机、主轴、头轮、尾轮以及输送链条,其中:
3.根据权利要求1所述的扶手锁的自动装配系统,其特征在于,所述装配平台包括传送件和产品治具,其中:
4.根据权利要求1所述的扶手锁的自动装配系统,其特征在于,所述齿轮装配模块包括第一取料机构、第一点油枪、第一组装机构,其中:
5.根据权利要求1所述的扶手锁的自动装配系统,其特征在于,所述锁止组件装配模块包括第二取料机构、波形垫圈振盘、锁止板装配模块以及棘爪装配模块,其中:
6.根据权利要求1所述的扶手锁的自动装配系统,其特征在于,所述螺栓装配模块包括第二点油枪、翻转取料机构以及第二组装机构,其中:
7.根据权利要求6所述的扶手锁的自动装配系统,其特征在于,所述螺栓装配模块还包括分螺丝机构、螺丝枪机构以及移动机构,其中:
8.根据权利要求1所述的扶手锁的自动装配系统,其特征在于,还包括对扶手锁产品进行检测性能的性能检测模块。
9.一种基于权利要求1-8任一项所述的扶手锁的自动装配系统的装配方法,其特征在于,包括如下步骤:
10.根据权利要求9所述的装配方法,其特征在于,还包括:
技术总结
本发明提供了一种扶手锁的自动装配系统及装配方法,包括装配平台、控制系统、检测系统、输送系统、齿轮装配模块、锁止组件装配模块以及螺栓装配模块,其中:装配平台设置在输送系统上;齿轮装配模块、锁止组件装配模块以及螺栓装配模块布置于所述输送系统周侧;沿输送系统的运行方向,齿轮装配模块、锁止组件装配模块以及螺栓装配模块依次设置;检测系统用于检测扶手锁在装配平台上的装配情况;控制系统控制所述检测系统、输送系统、齿轮装配模块、锁止组件装配模块以及螺栓装配模块。本发明结构合理、设计巧妙且效率较高。通过设置生产线实现扶手锁的自动装配检测功能,大大提高了扶手锁的装配效率和质量。
技术研发人员:黄一峰,陈月祥
受保护的技术使用者:重庆光大产业有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!