一种模块化自动送料和自动接料冲压模具和方法与流程
本发明涉及新型冲压自动化模具领域,特别是一种模块化自动送料和自动接料冲压模具和方法。
背景技术:
1、随着工业自动化的快速发展和企业用工成本的日益增加,为提高生产效率,优化设备配置,提升生产品质,降低成本。汽车行业中的自动化作业和工艺装配优化受到重视,而如何减少人工,优化装配工艺,提升设备配置水平,提高自动化程度、减少设备占用空间、节省成本,是开发此模具的主要目的。
2、传统模具是单工部复合模人工送料制作(一出一),效率极低,危险性也高,而且客户需求量又大。为了克服现有产能低,减少劳动力问题,开发了一体式连续模自动化生产(一出三),大大提高了产能和质量。
技术实现思路
1、本发明的目的在于提供一种模块化自动送料和自动接料冲压模具和方法,主要解决上述现有技术存在的问题,提升工作效率。
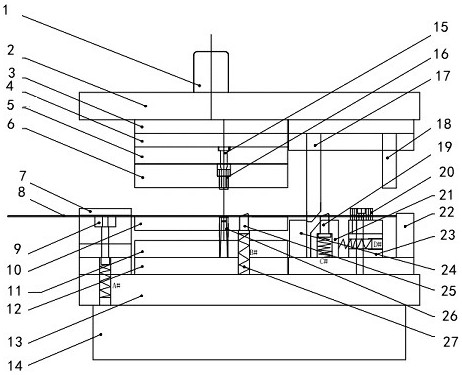
2、为了实现上述目的,本发明所采用的技术方案是提供一种模块化自动送料和自动接料冲压模具,其特征在于,包含模柄、上模架、进料单元、冲压单元、送料单元、切料单元、接料单元、下模架和模脚;
3、所述上模架连接到所述模柄,所述模柄的顶端连接到冲压机的上安装平面,由所述冲压机带动做上下往复运动;所述下模架连接到所述模脚;所述模脚的底端连接到所述冲压机的下安装平面,固定不动;
4、在所述上模架和所述下模架之间设置多个平行的导柱,用于在所述上模架和所述下模架相对运动时,限定水平位移。
5、在所述上模架和所述下模架之间,沿着产品料带前进的方向上,依次安装所述进料单元、所述冲压单元、所述送料单元和所述切料单元;所述进料单元引导所述产品料带以确定的方向进入所述上模架和所述下模架之间;所述冲压单元将产品冲所述料带上切下,并与所述接料单元配合完成所述产品的收集;所述送料单元带动所述产品料带前进,而所述切料单元切下废料;所述接料单元安装在所述冲压机的一侧,由所述上模架和所述下模架驱动。
6、进一步地,所述进料单元包含前导料块、浮料块、和第一弹簧;
7、在所述下模架上设置一个通孔;所述第一弹簧安装在所述通孔内,穿过所述下模架,抵靠在所述模脚上;在第一弹簧的顶端,安装所述浮料块;在所述浮料块的两侧安装所述前导料块;在所述第一弹簧的推动下,所述浮料块从下方顶起所述产品料带,将所述产品料带压向所述前导料块的下方;所述前导料块还同时限制所述产品料带向左右两侧的移动。
8、进一步地,所述冲压单元包含冲压上模、冲压下模、卸料芯和卸料板;
9、所述冲压上模包含上活动板、上垫板、冲头固定板、凹模板和冲头;所述上活动板固定到所述上模架,所述上垫板固定到所述上活动板,所述冲头固定板固定到所述上垫板、所述凹模板固定到所述冲头固定板;所述冲头安装在所述冲头固定板上;在所述凹模板对应所述冲头的位置,设置通孔;
10、所述冲压下模包含下垫板、凸模固定板、凸凹模和落料凹模;所述下垫板固定到所述下模架、所述凸模固定板固定到所述下垫板;所述凸凹模安装在所述凸模固定板上;所述落料凹模安装在所述凸凹模上;
11、所述卸料芯套装在所述冲头上,连接到所述凹模板上;所述卸料板套装在所述凸凹模上,连接到所述凸模固定板上。
12、进一步地,所述送料单元包含止退模块和侧推模块;
13、所述止退模块位于所述送料模块的前侧,固定在所述下模架上,用于防止所述产品料带回退;所述侧推模块由上下配合的侧推凸模和送料子模块构成;所述侧推凸模连接到所述上模架上,在所述上模架的驱动下,推动所述送料子模块前进;所述送料子模块连接到所述下模架上,带动所述产品料带前进。
14、进一步地,所述止退模块包含止退销和止退弹簧;所述止退销套装在所述止退弹簧上;所述止退弹簧垂直安装在所述下模架上;当所述产品料带前进时,所述产品料带通过所述止退销压缩所述止退弹簧;当所述产品料带有后退趋势时,所述止退弹簧将所述止退销顶出,从而由所述止退销阻挡所述产品料带的后退。
15、进一步地,所述送料子模块包含侧推靠块、送料销、送料推块、送料推块导向块、送料弹簧和复位弹簧;
16、所述侧推靠块和所述侧推凸模配合,位于所述侧推凸模的前侧,确保所述侧推凸模垂直运动;所述送料销套装在所述送料弹簧上,垂直向上安装在所述送料推块内;所述复位弹簧水平安装,自后向前抵靠在所述送料推块的后侧;所述送料推块的两侧安装所述送料推块导向块,用于引导所述送料推块的前后往复运动;当所述侧推凸模下压时,推动所述送料销前移,所述复位弹簧被压缩;所述送料销的前端推动所述产品料带前进;当所述侧推凸模上移后,所述复位弹簧恢复,推动所述送料销后退复位。
17、进一步地,所述切料单元包含切料凸模、切料凹模、切料凹模基座、侧刃挡块和后导料块;
18、所述切料凸模连接到所述上模架;所述切料凹模、所述切料凹模基座和所述侧刃挡块安装在所述下模架上;所述切料凹模安装在所述切料凹模基座上,位于所述切料凸模的正下方;所述侧刃挡块位于所述切料凸模的后方,确保所述切料凸模垂直运动;
19、在所述切料凹模基座上,所述切料凹模前方的两侧,沿着所述产品料带的前进方向,还固定安装多个后导料块,用于引导所述产品料带的前进。
20、进一步地,所述接料单元包含接料固定座、接料架和接料斗;
21、所述接料固定座具有多个,分别固定在所述上模架和所述下模架上;所述接料架连接到所述接料固定座上;所述接料斗连接到所述接料架上;当所述上模架和所述下模架靠拢时,所述接料架带动所述接料斗远离所述上模架和所述下模架;当所述上模架和所述下模架分离时,所述接料架带动所述接料斗进入所述上模架和所述下模架。
22、本发明还提供了一种使用上述的模块化自动送料和自动接料冲压模具的方法,其特征在于,包含步骤:
23、步骤s1,将所述产品料带安装在所述进料单元上;
24、步骤s2,所述冲压机动作,所述上模架下行,靠近所述下模架;所述接料单元外移;
25、步骤s3,所述送料单元动作,将所述产品料带前推一个工位;
26、步骤s4,所述冲压单元动作,将产品冲压成型;所述切料单元动作,将废料切下;
27、步骤s5,所述上模架上行,远离所述下模架,所述接料单元进入所述冲压单元之间;
28、步骤s6,所述产品冲所述冲压单元完成卸料,由所述接料单元接收;
29、步骤s7,所述送料单元复位;继续生产则进入步骤s1,否则进入步骤s8;
30、步骤s8,生产完成。
31、进一步地,在步骤s4中,所述冲压单元一次动作,冲压成型完成多个产品。
32、鉴于上述技术特征,本发明模块化自动送料和自动接料冲压模具和方法,能实现在线自动送料、自动接料模具,一出三且自动接料和废料分开回收,和现有技术相比,具备的显著特点有:利用模具自带自动送料和自动接料的方式,可在线直接操作生产,速度快,产品质量高,同时节约人力和设备成本,提高产量,安全系数提高,工艺可行性好,经济效益显著。
- 还没有人留言评论。精彩留言会获得点赞!