一种焊接方法、系统、智能终端及存储介质与流程
本技术涉及焊接技术的领域,尤其是涉及一种焊接方法、系统、智能终端及存储介质。
背景技术:
1、焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料,如塑料的制造工艺及技术。
2、相关技术中,焊接包括自动焊接和手动焊接,对于小型的焊件,例如汽车框架,通常采用多个焊接机器人形成流水线以自动焊接;而对于大型的焊件,例如集装箱等板状的焊件,需要一定数量的焊接机器人才能涉及到焊件的全部位置,而数量较多的焊接机器人成本较高,因此大型焊件还采用人员的手动焊接,将焊件固定在焊接工位后,人员手持焊枪,将焊件上需要焊接的位置一一进行焊接。
3、针对上述中的相关技术,对于大型焊件,采用人员的手动焊接,要求人员的焊接水平较高,且长时间的焊接对于人员的体力消耗过大,人员焊接后需要休息一段时间才能继续焊接,导致焊接的效率低,还有改进的空间。
技术实现思路
1、为了提高焊接的效率,本技术提供一种焊接方法、系统、智能终端及存储介质。
2、第一方面,本技术提供一种焊接方法,采用如下的技术方案:
3、一种焊接方法,包括:
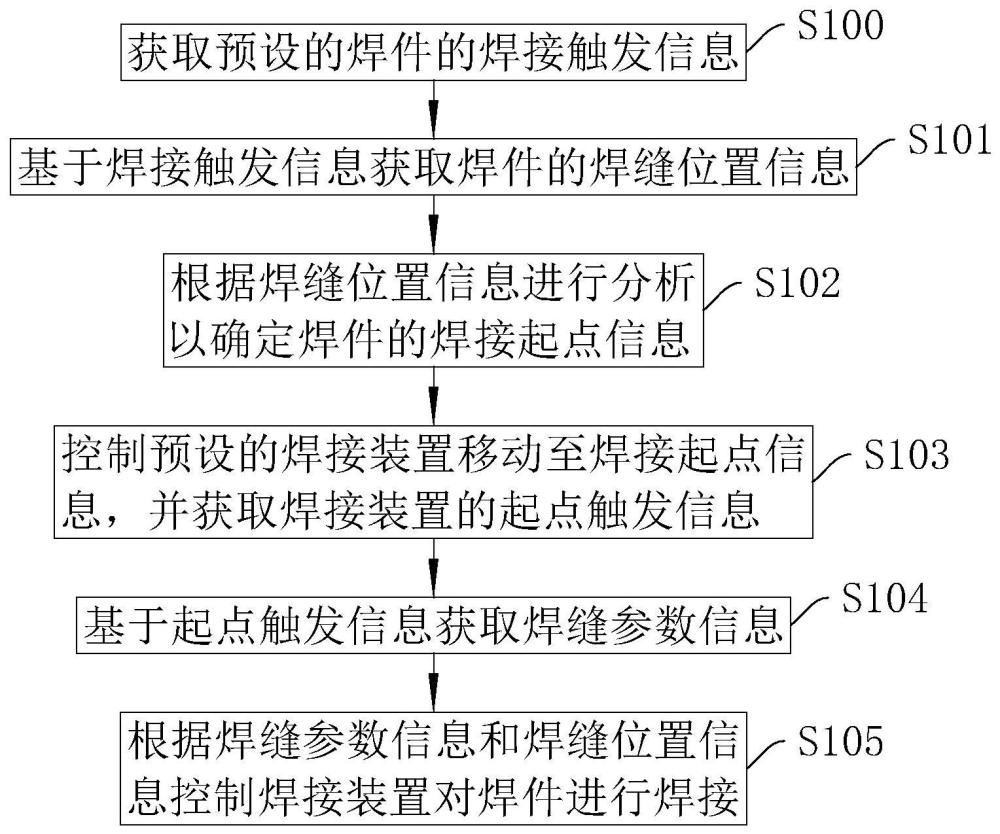
4、获取预设的焊件的焊接触发信息;
5、基于焊接触发信息获取焊件的焊缝位置信息;
6、根据焊缝位置信息进行分析以确定焊件的焊接起点信息;
7、控制预设的焊接装置移动至焊接起点信息,并获取焊接装置的起点触发信息;
8、基于起点触发信息获取焊缝参数信息;
9、根据焊缝参数信息和焊缝位置信息控制焊接装置对焊件进行焊接。
10、通过采用上述技术方案,控制焊接装置移动至焊接起点信息对应的位置,从而对焊缝参数信息进行检测,根据焊缝参数信息控制焊接装置对焊缝位置信息进行焊接,从而替代人员对大型的焊件进行焊接,可以进行长时间不间断的焊接,进而提高焊接的效率。
11、可选的,获取焊件的焊缝位置信息的方法包括:
12、获取焊件的焊件端部位置信息和焊件参数信息;
13、根据焊件端部位置信息、焊件参数信息和预设的检测距离信息以及初始路径信息进行分析以确定焊件的检测路径信息;
14、控制预设的焊缝检测位置移动至焊件端部位置信息,并获取焊缝检测装置的检测触发信息;
15、基于检测触发信息,控制焊缝检测装置以检测路径信息移动,并获取焊件的检测图像信息;
16、根据检测图像信息进行分析以确定焊缝位置信息。
17、通过采用上述技术方案,从焊件端部位置信息以焊件参数信息、检测距离信息以及初始路径信息确定焊缝检测装置对焊件上的焊缝进行检测的检测路径信息,从而控制焊缝检测装置以检测路径信息围绕焊件采集焊件的检测图像信息,从而根据检测图像信息分析后确定出焊缝位置信息,而不需要人员输入焊缝位置信息,提高焊缝位置信息获取的效率。
18、可选的,根据检测图像信息进行分析以确定焊缝位置信息的方法包括:
19、判断检测图像信息中是否存在预设的焊缝特征信息;
20、若不存在,则继续控制焊缝检测装置以检测路径信息移动,并获取检测图像信息以循环判断;
21、若存在,则获取焊缝坐标信息以及检测长度信息;
22、判断检测长度信息是否符合焊件参数信息的要求;
23、若不符合,则控制焊缝检测装置继续以检测路径信息移动,并获取焊件的检测图像信息;
24、若符合,则根据焊缝坐标信息进行分析以确定焊缝位置信息。
25、通过采用上述技术方案,在确定检测图像信息中存在焊缝特征信息时,则对当前的焊缝坐标信息进行记录,并在检测长度信息等于焊件参数信息对应的焊件长度时,根据所有的焊缝坐标信息确定出焊缝位置信息,从而全面对焊件上需要焊接的位置进行检测,进而提高焊缝位置信息获取的精确性。
26、可选的,根据焊缝坐标信息进行分析以确定焊缝位置信息的方法包括:
27、在预设的三维坐标系中对焊缝坐标信息进行标记,以确定初始焊缝点信息;
28、根据预设的相邻连接触发信息将初始焊缝点信息进行连接以确定初始焊缝模型信息;
29、根据初始焊缝模型信息进行提示,并获取调整触发信息;
30、根据调整触发信息对初始焊缝模型信息进行调整以确定焊缝位置信息。
31、通过采用上述技术方案,根据相邻连接触发信息将相邻的初始焊缝点信息连接,以形成初始焊缝模型信息,并将初始焊缝模型信息发送给人员进行调整,从而根据调整触发信息将初始焊缝模型信息中错误的位置调整正确,一方面节省人员输入焊缝位置信息的时间,另一方面保证焊缝位置信息的精确性。
32、可选的,根据焊缝参数信息和焊缝位置信息控制焊接装置对焊件进行焊接的方法包括:
33、根据焊缝参数信息和预设的焊接速度信息进行分析以确定焊接装置的焊丝熔化速度信息;
34、判断焊丝熔化速度信息是否符合预设的最大熔化速度信息的要求;
35、若符合,则确定焊接速度信息为标准焊接速度信息;
36、根据焊缝位置信息控制焊接装置以标准焊接速度信息移动,并控制焊接装置以焊丝熔化速度信息对焊缝位置信息进行焊接;
37、若不符合,则根据最大熔化速度信息和焊缝参数信息进行分析以确定调整焊接速度信息,并将调整焊接速度信息定义为标准焊接速度信息;
38、根据焊缝位置信息控制焊接装置以标准焊接速度信息移动,并控制焊接装置以最大熔化速度信息对焊缝位置信息进行焊接。
39、通过采用上述技术方案,根据焊缝参数信息和焊接速度信息确定焊丝熔化速度信息,在焊丝熔化速度信息不大于最大熔化速度信息时,控制焊接装置以焊丝熔化速度信息对焊缝位置信息进行焊接,在焊丝熔化速度信息大于最大熔化速度信息时,则根据最大熔化速度信息和焊缝参数信息确定调整焊接速度信息,从而以最大熔化速度信息对焊缝位置信息进行焊接,在能够保证焊接质量的前提下,以最快的速度将焊件进行焊接,进而提高焊接的效率和质量。
40、可选的,根据焊缝位置信息控制焊接装置以标准焊接速度信息移动的方法包括:
41、根据焊缝位置信息和预设的焊接距离信息进行分析以确定焊接位置信息;
42、控制焊接装置沿焊接位置信息以标准焊接速度信息移动,并获取移动长度信息;
43、判断移动长度信息是否符合焊缝位置信息的要求;
44、若符合,则控制焊接装置停机;
45、若不符合,则判断移动长度信息是否符合预设的装置长度信息的要求;
46、若符合,则根据预设的更新位置方法控制焊接装置沿焊缝位置信息移动;
47、若不符合,则继续控制焊接装置沿焊接位置信息以标准焊接速度信息移动,并获取移动长度信息以循环判断。
48、通过采用上述技术方案,控制焊接装置沿焊接位置信息以标准焊接速度信息移动,在移动长度信息等于焊缝位置信息对应的焊缝长度时,表明焊接完成,控制焊接装置停机,而移动长度信息不等于焊缝位置信息对应的焊缝长度时,再将移动长度信息与装置长度信息对比,在移动长度信息等于装置长度信息时,根据更新位置方法控制焊接装置沿焊缝位置信息移动,从而保证焊接装置能够持续对焊件进行焊接,进而提高焊接的效率。
49、可选的,根据预设的更新位置方法控制焊接装置沿焊缝位置信息移动的方法包括:
50、于移动长度信息符合装置长度信息的要求时,控制焊接装置停止焊接;
51、根据焊接起点信息控制焊接装置移动,同步控制预设的移动装置跟随焊接装置移动焊件;
52、获取焊接装置的更新起点触发信息;
53、基于更新起点触发信息,控制移动装置和焊接装置停止,并获取焊接装置的历史焊丝熔化速度信息;
54、控制焊接装置以标准焊接速度信息沿焊接位置信息移动,并控制焊接装置以历史焊丝熔化速度信息继续进行焊接,直至移动长度信息符合焊缝位置信息的要求。
55、通过采用上述技术方案,在移动长度信息等于装置长度信息时,控制焊接装置停止焊接,并控制焊接装置移动至焊接起点信息,同步控制移动装置跟随焊接装置移动焊件,从而使焊件超出焊接范围的部分进入焊接装置的焊接范围内,在检测到更新起点触发信息时,控制移动装置和焊接装置停止,并再次控制焊接装置以标准焊接速度信息沿焊接位置信息移动,并以历史焊丝熔化速度信息继续对焊件进行焊件,直至移动长度信息等于焊缝位置信息对应的焊缝长度,进而提高焊接的效率。
56、第二方面,本技术提供一种焊接系统,采用如下的技术方案:
57、一种焊接系统,包括:
58、获取模块,用于获取焊接触发信息、焊缝位置信息、起点触发信息和焊缝参数信息;
59、存储器,用于存储如上述任一项所述的一种焊接方法的程序;
60、处理器,存储器中的程序能够被处理器加载执行且实现如上述任一项所述的一种焊接方法。
61、通过采用上述技术方案,通过获取模块获取与焊接相关的一系列数据,在需要对焊件进行焊接时,控制处理器加载并执行存储器中存储的一种焊接方法的计算机程序,从而控制焊接装置代替人工对大型焊件进行持续焊接,进而提高焊接的效率。
62、第三方面,本技术提供一种智能终端,采用如下的技术方案:
63、一种智能终端,包括存储器和处理器,存储器上存储有能够被处理器加载并执行如上述任一项所述的一种焊接方法的计算机程序。
64、通过采用上述技术方案,通过人员操作智能终端,使处理器加载并致执行存储器中存储的一种焊接方法的计算机程序,从而控制焊接装置代替人工对大型焊件进行持续焊接,进而提高焊接的效率。
65、第四方面,本技术提供提供一种计算机存储介质,能够存储相应的程序,具有便于实现提高焊接的效率的特点,采用如下的技术方案:
66、一种计算机可读存储介质,存储有能够被处理器加载并执行上述任一种焊接方法的计算机程序。
67、通过采用上述技术方案,在计算机可读存储介质中存储有一种焊接方法的计算机程序,在需要对焊件进行焊接时,控制处理器加载并执行存储介质中存储的计算机程序,从而控制焊接装置代替人工对大型焊件进行持续焊接,进而提高焊接的效率。
68、综上所述,本技术包括以下至少一种有益技术效果:
69、1.通过控制焊接装置移动至焊接起点信息对应的位置,从而对焊缝参数信息进行检测,根据焊缝参数信息控制焊接装置对焊缝位置信息进行焊接,从而替代人员对大型的焊件进行焊接,可以进行长时间不间断的焊接,进而提高焊接的效率;
70、2.通过根据相邻连接触发信息将相邻的初始焊缝点信息连接,以形成初始焊缝模型信息,并将初始焊缝模型信息发送给人员进行调整,从而根据调整触发信息将初始焊缝模型信息中错误的位置调整正确,一方面节省人员输入焊缝位置信息的时间,另一方面保证焊缝位置信息的精确性;
71、3.通过根据焊缝参数信息和焊接速度信息确定焊丝熔化速度信息,在焊丝熔化速度信息不大于最大熔化速度信息时,控制焊接装置以焊丝熔化速度信息对焊缝位置信息进行焊接,在焊丝熔化速度信息大于最大熔化速度信息时,则根据最大熔化速度信息和焊缝参数信息确定调整焊接速度信息,从而以最大熔化速度信息对焊缝位置信息进行焊接,在能够保证焊接质量的前提下,以最快的速度将焊件进行焊接,进而提高焊接的效率和质量。
- 还没有人留言评论。精彩留言会获得点赞!