一种多齿圈复合齿轮的加工方法与流程
本发明涉及齿轮加工,具体涉及一种多齿圈复合齿轮的加工方法。
背景技术:
1、花鼓作为自行车的重要配件之一,具有连接辐条的作用,随着科技的发展,人们设计出了一种内变速花鼓,用于改善了传统自行车变速系统的齿轮盘和链条置于外部的情况,但是该内变速花鼓属于复合型齿轮,其内外壁均设有多个不同直径的齿轮圈,并对所有齿轮圈的精度和同轴准度有着较高的要求,利用传统的加工方法制作该复合型齿轮,需要反复削磨并调整,尤其针对多个不同直径的齿轮圈的同轴要求,需要花费大量时间用于校对,工序复杂,周期长。
2、目前现有技术中,缺少一种能够保证复合型齿轮精度,且工序简洁、周期短的加工方法。
技术实现思路
1、为克服以上缺点,本发明提供了一种多齿圈复合齿轮的加工方法。
2、其技术方案如下:
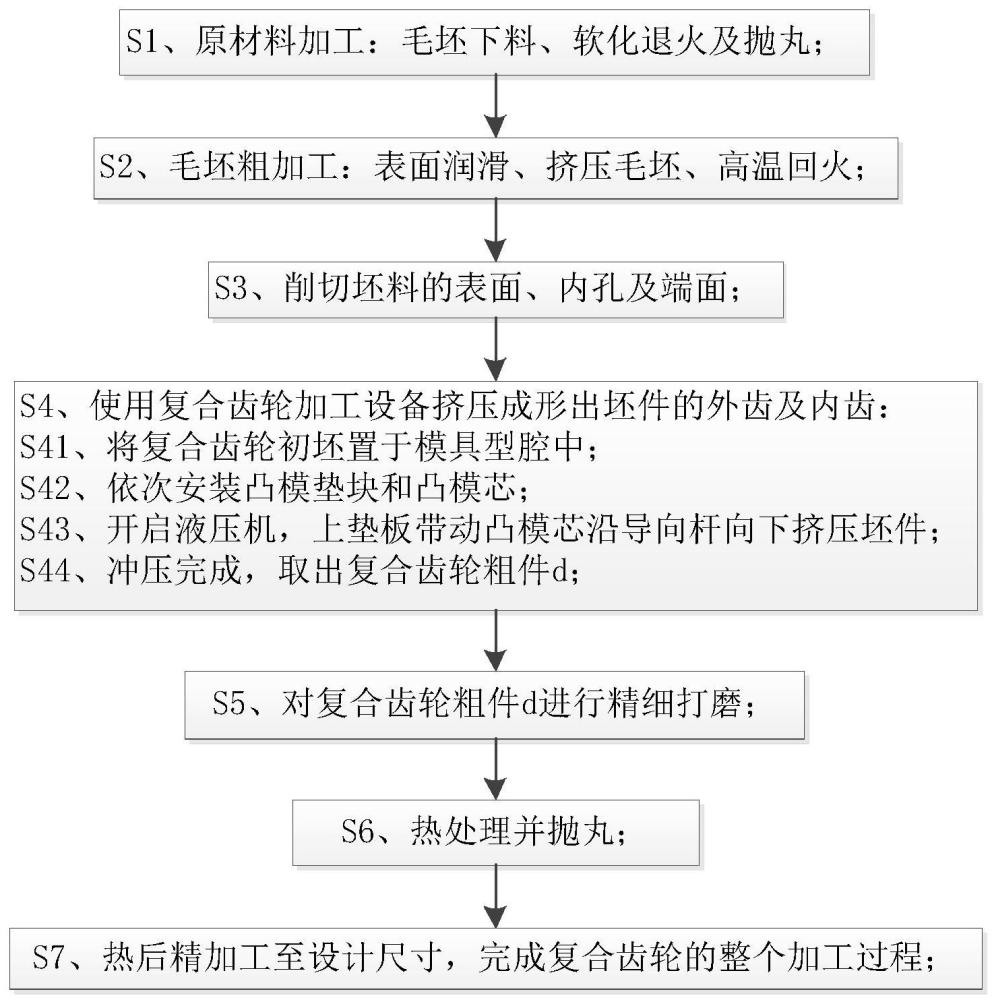
3、一种多齿圈复合齿轮的加工方法,其要点在于,包括以下步骤:
4、步骤s1、原材料加工,获得圆柱体毛坯a;
5、步骤s2、毛坯粗加工,获得具有杯杆复合结构的杯杆型毛坯b;
6、步骤s3、削切杯杆型毛坯b的表面、内孔及端面,获得复合齿轮初坯c;
7、步骤s4、使用复合齿轮加工设备挤压成形出坯件的外齿及内齿,获得复合齿轮粗件d:
8、s41、将复合齿轮初坯c置于模具型腔中;
9、s42、依次安装凸模垫块和凸模芯,并拧紧定位芯轴和紧拉螺母;
10、s43、开启液压机,上垫板带动凸模芯沿导向杆向下挤压坯件;
11、s44、冲压完成,取出复合齿轮粗件d;
12、步骤s5、对复合齿轮粗件d进行精细打磨;
13、步骤s6、热处理并抛丸;
14、步骤s7、热后精加工至设计尺寸,完成复合齿轮的整个加工过程,获得复合齿轮成品e。
15、作为优选:步骤s4中,安装的凸模芯包括从上到下直径依次减小的第一内齿模芯、第二内齿模芯和第三内齿模芯,该凸模芯从上方进入复合齿轮内部,挤压成形出坯件的内齿,所述模具型腔内壁下端部的第一外齿模圈和第二外齿模圈用于挤压成形出坯件的外齿。
16、采用以上结构,经过常规毛坯粗加工、粗车和坯性挤压之后,使用复合齿轮加工设备的凸模芯和模具型腔能实现所有齿圈的而同时加工,该设备的导向杆的凸模垫块保证了加工过程的平稳性型,保证所有齿圈同轴精度,整个加工过程步骤简单,周期短,能够大批量制作零件。
17、作为优选:步骤s1中,所述原材料加工包括毛坯下料、软化退火及抛丸。
18、采用以上结构,毛坯下料:用圆盘锯或带锯锯切下料,毛坯呈规则圆柱体结构;软化退火及抛丸:将毛坏件进行球化退火处理并抛丸去掉表面氧化皮。
19、作为优选:步骤s2中,所述毛坯a粗加工包括表面润滑、挤压毛坯和高温回火。
20、采用以上结构,表面润滑:对毛坯进行磷皂化处理,使之表面形成润滑膜;挤压毛坯:对第一次冷挤压后的坯件进行高温回火处理,以消除其内部的残余应力;高温回火:对第一次冷挤压后的坯件进行高温回火处理,以消除其内部的残余应力。
21、作为优选:步骤s3中,要求复合齿轮初坯c的内外表面光滑且各处同心度在0.05以内。
22、作为优选:步骤s4中,将复合齿轮初坯c放进模具型腔前需进行二次表面润滑处理。
23、作为优选:步骤s2的表面润滑和步骤s4的二次表面润滑,处理均使用二硫化钼作为润滑脂,便于后续挤压脱模。
24、作为优选:步骤s6中,热处理采用渗碳淬火方式,渗层深为0.3到0.5mm,保证了零件的硬度。
25、与现有技术相比,本发明的有益效果:
26、采用以上技术方案的一种多齿圈复合齿轮的加工方法,经过常规毛坯粗加工、粗车和坯性挤压之后,获得复合齿轮粗件,通过复合齿轮加工设备能使复合齿轮的所有齿圈同时加工成型,设备中的导向杆的凸模垫块保证了复合齿轮的所有齿圈同轴且精度一致;以二硫化钼作为润滑脂,对复合齿轮进行磷皂化处理,在其表面形成润滑膜便于脱模;整个加工过程步骤简单,周期短。
技术特征:
1.一种多齿圈复合齿轮的加工方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s4中,安装的凸模芯(3)包括从上到下直径依次减小的第一内齿模芯(31)、第二内齿模芯(32)和第三内齿模芯(33),该凸模芯(3)从上方进入复合齿轮内部,挤压成形出坯件的内齿,所述模具型腔(1)内壁下端部的第一外齿模圈(9)和第二外齿模圈(10)用于挤压成形出坯件的外齿。
3.根据权利要求1所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s1中,所述原材料加工包括毛坯下料、软化退火及抛丸。
4.根据权利要求1所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s2中,所述毛坯a粗加工包括表面润滑、挤压毛坯和高温回火。
5.根据权利要求1所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s3中,要求复合齿轮初坯c的内外表面光滑且各处同心度在0.05以内。
6.根据权利要求1所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s4中,将复合齿轮初坯c放进模具型腔(1)前需进行二次表面润滑处理。
7.根据权利要求4或6所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s2的表面润滑和步骤s4的二次表面润滑,处理均使用二硫化钼作为润滑脂。
8.根据权利要求1所述的一种多齿圈复合齿轮的加工方法,其特征在于:步骤s6中,热处理采用渗碳淬火方式,渗层深为0.3到0.5mm。
技术总结
本发明公开了一种多齿圈复合齿轮的加工方法,加工步骤包括:原材料加工;毛坯粗加工;削切杯杆型毛坯的表面、内孔及端面;使用复合齿轮加工设备挤压成形出坯件的外齿及内齿,获得复合齿轮粗件;对复合齿轮粗件进行精细打磨;热处理并抛丸;热后精加工至设计尺寸,完成复合齿轮的整个加工过程,本方案引用圈复合齿轮加工装置,实现了复合齿轮的所有齿圈同时加工成型,同时也保证了所有齿圈同轴且精度一致,挤压前使用二硫化钼作为润滑脂进行表面润滑,实现了零件的磷皂化处理,便于脱模,复合齿轮粗件的制作仅需粗车和一次杯杆坯型挤压,本方案的加工方法步骤简洁、周期短、成品精度高。
技术研发人员:夏泽雨
受保护的技术使用者:重庆众联齿轮传动有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!