一种用于丝堵管箱纵缝高效焊接的工艺方法与流程
本发明属于管箱焊接方法,具体涉及一种用于丝堵管箱纵缝高效焊接的工艺方法。
背景技术:
1、目前,复合板空冷器丝堵式管箱由于内部空间狭小,操作不便,管箱纵缝常规的焊接工艺有以下两种方法:(1)采用双面埋弧焊的方式,如图3所示,这种工艺方法需要在纵缝内外加工坡口,内部埋弧焊接一遍(如标记d所示),在外部清根后,外部多遍埋弧焊焊接(如标记c所示),其中,埋弧焊的焊接速度在350-400mm/min,以3m长、16mm板厚的丝堵管箱为例,综合效率一天能够焊接2件管箱。(2)采用埋弧焊结合真空电子束焊接的方式,如图4所示,这种工艺方法先内部埋弧焊焊接一遍后(如标号f所示),外部用真空电子束焊接设备再焊接三遍(如标号e所示),真空电子束焊接速度400-450mm/min,以3m长、16mm厚的丝堵管箱为例,由于真空电子束焊接时需要抽真空,综合效率一天能够焊接2件。
2、上述两种工艺方法中,第一种方法由于需要加工内外坡口,且需要大量焊材,导致生产成本高以及生产效率慢的问题;而第二种方法虽然相较于第一种方法在焊接效率上有所提高、焊材减少,但需要焊接时进行抽真空处理,存在能耗大的问题。上述两种工艺方法都具有工作效率低的问题。
3、此外,由于现有管箱纵缝接头形式为角接头(如图5所示),纵缝两侧母材由于厚度差别极大,采用激光复合焊与埋弧焊相结合的方式,很难满足rt和ut检测合格的要求,导致此工艺难以用于纵缝焊接。
4、因此,亟需一种用于丝堵管箱纵缝高效焊接的工艺方法来解决上述问题。
技术实现思路
1、本发明为了解决上述技术问题,提供一种用于丝堵管箱纵缝高效焊接的工艺方法,采用激光复合焊结合埋弧焊的焊接方式对丝堵管箱纵缝进行焊接,能够提高焊接效率,并且采用直角梯形的坡口结构将传统的纵缝角接头变为对接接头,从而确保接头焊缝满足rt和ut检测的需求,在提高焊接效率的同时,也能够提高焊接质量。
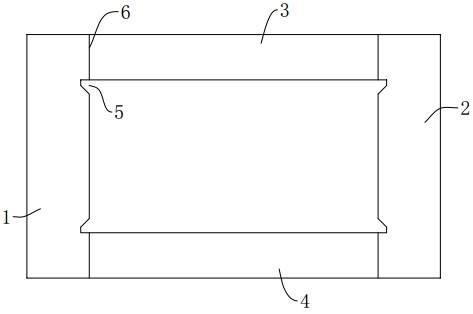
2、本发明所采用的技术方案是:一种用于丝堵管箱纵缝高效焊接的工艺方法,丝堵管箱包括相互平行的丝堵板和管板,在丝堵板和管板之间的上下位置设有顶板和底板,顶板与底板的两侧端面分别与丝堵板和管板的内壁相接触且形成四个纵缝,在丝堵板与管板内壁且靠近纵缝的位置具有内凹设置的坡口;
3、焊接时,先采用激光复合焊接的方式从外部对纵缝进行焊接,焊接完成后,再利用埋弧焊的方式对坡口位置进行焊接。
4、所述坡口的截面形状为直角梯形,直角梯形的直角腰与顶板和底板的内壁平面共面设置,直角梯形的另一个斜边腰向丝堵管箱的中心方向延伸。
5、所述激光复合焊为激光焊和mig焊。
6、所述激光复合焊时,焊接功率为16.5-17.2kw、离焦量-4mm、激光角度为10°、焊丝角度为34°、焊接速度为1.6m/min、光丝间距为3mm、焊材规格φ12mm、送丝速度5m/min。
7、所述埋弧焊时,电流为400-420a、电压为30-32v、焊接速度为420mm/min、焊材规格φ2.4mm。
8、本发明的有益效果为:
9、本发明采用激光复合焊结合埋弧焊的焊接方式对丝堵管箱纵缝进行焊接,能够提高焊接效率,并且采用直角梯形的坡口结构将传统的纵缝角接头变为对接接头,从而确保接头纵缝满足rt和ut检测的需求,在提高焊接效率的同时,也能够提高焊接质量。
技术特征:
1.一种用于丝堵管箱纵缝高效焊接的工艺方法,其特征在于:丝堵管箱包括相互平行的丝堵板和管板,在丝堵板和管板之间的上下位置设有顶板和底板,顶板与底板的两侧端面分别与丝堵板和管板的内壁相接触且形成四个纵缝,在丝堵板与管板内壁且靠近纵缝的位置具有内凹设置的坡口;
2.根据权利要求1所述的一种用于丝堵管箱纵缝高效焊接的工艺方法,其特征在于:坡口的截面形状为直角梯形,直角梯形的直角腰与顶板和底板的内壁平面共面设置,直角梯形的另一个斜边腰向丝堵管箱的中心方向延伸。
3.根据权利要求1所述的一种用于丝堵管箱纵缝高效焊接的工艺方法,其特征在于:激光复合焊为激光焊和mig焊。
4.根据权利要求3所述的一种用于丝堵管箱纵缝高效焊接的工艺方法,其特征在于:激光复合焊时,焊接功率为16.5-17.2kw、离焦量-4mm、激光角度为10°、焊丝角度为34°、焊接速度为1.6m/min、光丝间距为3mm、焊材规格φ12mm、送丝速度5m/min。
5.根据权利要求1所述的一种用于丝堵管箱纵缝高效焊接的工艺方法,其特征在于:埋弧焊时,电流为400-420a、电压为30-32v、焊接速度为420mm/min、焊材规格φ2.4mm。
技术总结
本发明提出了一种用于丝堵管箱纵缝高效焊接的工艺方法,丝堵管箱包括相互平行的丝堵板和管板,在丝堵板和管板之间的上下位置设有顶板和底板,顶板与底板的两侧端面分别与丝堵板和管板的内壁相接触且形成四个纵缝,在丝堵板与管板内壁且靠近纵缝的位置具有内凹设置的坡口;本发明采用激光复合焊结合埋弧焊的焊接方式对丝堵管箱纵缝进行焊接,能够提高焊接效率,并且采用直角梯形的坡口结构将传统的纵缝角接头变为对接接头,从而确保接头纵缝满足RT和UT检测的需求,在提高焊接效率的同时,也能够提高焊接质量。
技术研发人员:郭昆,李明强,郭建利,郭少林,李拴才,郎晓坡,李秋红,黄鹏飞
受保护的技术使用者:隆华科技集团(洛阳)股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!