一种半自动TC4钛合金冷轧单板的制备方法与流程
本申请涉及钛合金加工,特别是涉及一种半自动tc4钛合金冷轧单板的制备方法。
背景技术:
1、钛合金有着极其优异的性能,如高的比强度、优异的耐蚀性、良好的冷加工性能等,在航空、航天、化工、建筑及医疗等领域有着广泛的应用。钛合金板材在近些年中,使用量逐年增长,各个领域的需求量均大幅增加,在所有钛加工材中,钛板带产品产量接近50%,目前世界钛板材产量达到2万吨以上,板材牌号近30种,钛合金应用最广泛的是ti-6al-4v(tc4)和ti-5al-2.55n(ta7),前景广阔。
2、同时,由于钛合金薄板应用在某些特殊领域,对钛合金板材的精度和板型要求也越来越高。钛合金冷轧单板制备过程中,产品厚度公差、表面质量、板型控制等难度较大,导致长期以来钛合金单张板的品质不高,成材率偏低,间接增加制备成本,阻碍了钛合金薄板的广泛应用。
技术实现思路
1、有鉴于此,本发明提供了一种半自动tc4钛合金冷轧单板的制备方法,适用于制备成品厚度1.5~2.0mm的tc4钛合金冷轧单张板。本发明主要针对厚度精度问题,采用小变形多道次工艺+半自动人工调整结合的方式,可以改善板型和不平度,在确保产品性能的同时,提高尺寸精度和成品品质。
2、为此,本发明提供了以下技术方案:
3、本发明提供了一种半自动tc4钛合金冷轧单板的制备方法,所述方法包括:
4、准备tc4钛合金坯料,化学成分要求o≤0.11%、fe≤0.15%,并对所述坯料进行预处理;
5、按照设定的冷轧制度对预处理后的坯料进行冷轧,所述冷轧制度包括多轧程,每个轧程包括多道次;冷轧过程中,采用控制台手动操作轧制道次,每轧程每道次完成后,沿轧向分别测量多个厚度测量点的厚度数据,根据所述厚度数据人工调整板材方向;所述多个厚度测量点沿轧向均匀分布于轧件的两侧。
6、进一步地,准备的坯料为坯料厚度为3.0~3.3mm、宽度1000~1100mm的tc4钛合金板材。
7、进一步地,对所述坯料进行预处理,包括:对所述坯料进行退火、酸碱洗、表面修磨处理,必要时进行扒皮。
8、进一步地,第一轧程变形量<30%,道次控制为11~15,前4道次变形率控制为8~12%,其余道次变形率控制为5~8%;第二轧程变形量<25%,单道次变形率≤8%,道次控制为7~9。
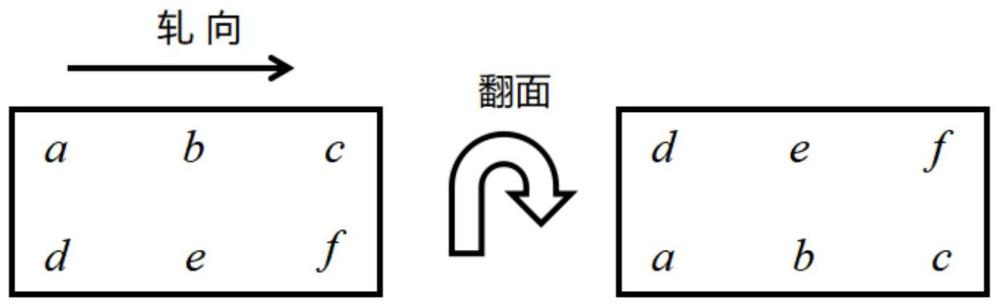
9、进一步地,a、b、c为沿轧向在轧件一侧均匀分布的3个厚度测量点,d、e、f为沿轧向在轧件另一侧均匀分布的3个厚度测量点;
10、根据厚度数据人工调整板材方向,包括:
11、若任意道次a、b、c侧的厚度均大于d、e、f,则将板材旋转180°进行翻面后在进行下道次轧制,反之亦然;此翻面过程中板材因残余应力过大出现c翘板形,则人工纠正翘头方向,确保下道次能正常咬入;
12、若任意连续两道次出现,a点厚度大于d点厚度,c点厚度小于f点厚度,则将板材头尾对调旋转180°后进行下道次轧制,反之亦然;
13、若轧制过程中任意连续两道次出现明显c翘,则将板材头尾对调旋转180°后进行下道次轧制。
14、进一步地,还包括:中间坯处理;第一轧程中间坯进行真空退火、酸洗、表面修磨及抛光,确保中间坯无表面微裂纹、凹坑缺陷后切边进行下一轧程,热处理制度为820±10℃,保温0.5~2h,随炉冷却至200℃后空冷。
15、本发明的优点和积极效果:本发明中,采用半自动轧制方式制备tc4钛合金单板,其优势在于设计合理的轧程及总变形率前提下,保证了薄板制备过程中,人工操作及时调整和控制单板厚度精度,板型相比自动可逆轧制更为优良,减少切边,提高成材率。针对自动可逆轧制中厚度精度难控制的问题,采用小变形多道次工艺+人工操作调整结合的方式,可以改善板型和不平度,确保产品性能的同时,提高尺寸精度。
技术特征:
1.一种半自动tc4钛合金冷轧单板的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种半自动tc4钛合金冷轧单板的制备方法,其特征在于,准备的热半成品厚度为3.0~3.3mm、宽度1000~1100mm的tc4钛合金板材。
3.根据权利要求1所述的一种半自动tc4钛合金冷轧单板的制备方法,其特征在于,对所述坯料进行预处理,包括:对所述坯料进行退火、酸碱洗、表面修磨处理,必要时进行扒皮。
4.根据权利要求1所述的一种半自动tc4钛合金冷轧单板的制备方法,其特征在于,第一轧程变形量<30%,道次控制为11~15,前4道次变形率控制为8~12%,其余道次变形率控制为5~8%;第二轧程变形量<25%,单道次变形率≤8%,道次控制为7~9。
5.根据权利要求5所述的一种半自动tc4钛合金冷轧单板的制备方法,其特征在于,a、b、c为沿轧向在轧件一侧均匀分布的3个厚度测量点,d、e、f为沿轧向在轧件另一侧均匀分布的3个厚度测量点;
6.根据权利要求1所述的一种半自动tc4钛合金冷轧单板的制备方法,其特征在于,还包括:中间坯处理;第一轧程中间坯进行真空退火、酸碱洗、表面修磨及抛光,确保中间坯无表面微裂纹、凹坑缺陷后切边进行下一轧程,热处理制度为820±10℃,保温0.5~2h,随炉冷却至≤200℃后空冷。
技术总结
本发明提供了一种半自动TC4钛合金冷轧单板的制备方法,涉及钛合金加工技术领域,该方法包括:准备TC4钛合金坯料,并对所述坯料进行预处理;按照设定的冷轧制度对预处理后的坯料进行冷轧,所述冷轧制度包括多轧程,每个轧程包括多道次;冷轧过程中,采用控制台手动操作轧制道次,每轧程每道次完成后,沿轧向分别测量多个厚度测量点的厚度数据,根据所述厚度数据人工调整板材方向;所述多个厚度测量点沿轧向均匀分布于轧件的两侧。本发明主要针对冷轧薄板厚度精度问题,采用小变形多道次工艺+半自动人工调整结合的方式,可以改善板型和不平度,在确保产品性能的同时,提高尺寸精度和成品品质。
技术研发人员:钟勇,杨柳,康琴,王立亚
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!