一种强化冷拉型钢及其制备工艺的制作方法
本发明属于冷拉型钢制备生产,具体涉及一种强化冷拉型钢及其制备工艺。
背景技术:
1、冷拉型钢是一种特殊的钢材制品,冷拉型钢的原材料通常是钢坯和钢坯,其生产工艺需要经过一系列的工序,包括原材料的准备、预处理、拉拔、锻造、修磨等。在预处理阶段,钢坯和钢坯需要进行加热处理,将其加热到适当的温度,以便于后续的加工操作,冷拉是冷拉型钢加工的核心步骤,也是控制其机械性能的关键,在冷拉过程中,原材料经过多次拉拔和轧制操作,重新制成所需的冷拉型钢。通常,钢坯和钢坯会先经过初拉工序,将其变形率控制在15~25%之间,然后再进行细拉,将其变形率提高到70%左右,在冷拉完成后,需要对冷拉型钢进行锻造处理,以进一步改善其机械性能,锻造可以让钢材内部的晶粒更加细小、均匀,增加其强度和韧性,同时还可以改善其表面质量。
2、在钢材的加工的核心步骤冷拉加工过程中,现有技术都是通过在常温环境中让钢材穿过冷拉模具的成型孔得到相应形状的加工方式,但是现有装置的夹具在夹持不同大小异型钢坯时,控制夹具位置的丝杆需要转动较多圈数,才能大距离扩大两夹头之间的距离,现有技术中,提出了公开号为cn214601070u,公开日为2021年11月05日的中国专利文件,采用在夹具模头的快换的方式进行处理,但是会出现缺少对钢提供的持续性拉力导致钢内应力不均匀强度不稳定的问题。
3、因此,我们需要一种强化冷拉型钢及其制备工艺,来解决现有技术缺少对钢提供的持续性拉力导致钢内应力不均匀强度不稳定的问题,可以根据实现对钢冷拉时保证钢经过模头两侧的受到的力稳定增加钢的强度。
技术实现思路
1、本申请的目的在于解决现有技术缺少对钢提供的持续性拉力导致钢内应力不均匀强度不稳定的问题,为了解决上述问题,本申请提供一种强化冷拉型钢及其制备工艺,可以根据实现对钢冷拉时保证钢经过模头两侧的受到的力稳定增加钢的强度。
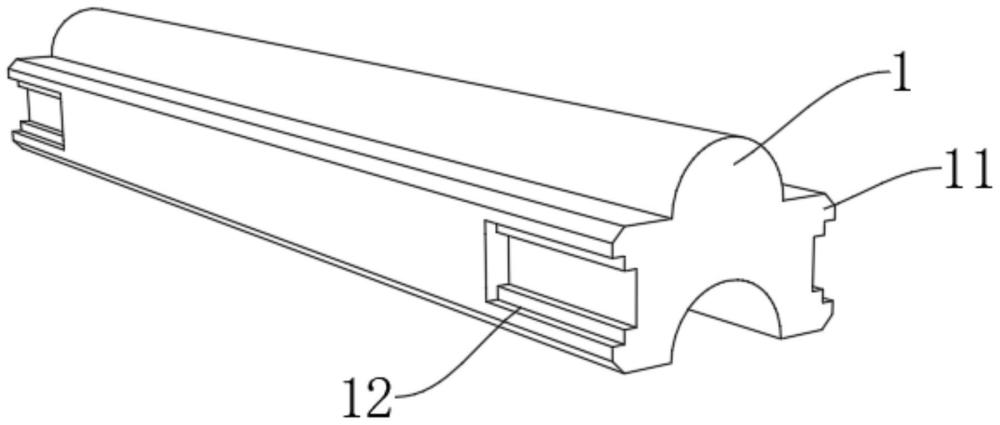
2、为实现上述目的,本发明提供如下技术方案:一种强化冷拉型钢,包括强化冷拉型钢本体,其特征在于:所述强化冷拉型钢本体的上表面设置有半圆型凸起,所述强化冷拉型钢本体的下表面设置有与上表面相适配的半圆形凹槽,所述强化冷拉型钢本体的两端侧壁分别开设有斜切槽,所述斜切槽的连接处设置有安装凸块。
3、一种强化冷拉型钢的制备工艺,包括如下步骤:
4、步骤一,选取钢坯并进行预处理;
5、步骤二,采用冷拉模型座机构对预处理后的钢坯进行冷拉形成强化冷拉型钢本体;
6、步骤三,对冷拉后的强化冷拉型钢本体进行锻造倒角打磨,最后在强化冷拉型钢本体的两端侧壁斜切形成斜切槽;
7、所述冷拉模型座机构包括有冷拉模型座,所述冷拉模型座的上方卡接安装有模头,所述冷拉模型座机构的前端设置有恒定拉力机构;所述恒定拉力机构包括有拉动导轨框,所述拉动导轨框的外侧壁上下端分别固定安装有驱动电机一,两组所述驱动电机一的转动方向相反,所述拉动导轨框的内部滑动安装有钢头夹持框。
8、优选的,所述冷拉模型座的上表面中部设置有与模头相适配的安装卡槽,所述模头的内侧壁滑动安装有半圆垫块,所述模头的内侧壁设置有与半圆垫块相适配的滑槽。
9、优选的,所述半圆垫块的外侧设置有快换螺栓,所述快换螺栓转动安装在模头的一侧壁,所述半圆垫块的一侧内壁与快换螺栓的外表面螺纹连接。
10、优选的,所述驱动电机一的输出轴分别固定安装有转动杆,所述转动杆的一端与拉动导轨框的内侧表面转动连接,所述转动杆的中部固定安装有半齿轮。
11、优选的,所述钢头夹持框的上下表面分别固定安装有齿条,所述齿条的表面与半齿轮的表面相互啮合。
12、优选的,所述钢头夹持框的内侧上下端对称设置有双头伸缩杆,所述双头伸缩杆之间设置有夹持垫,所述夹持垫的气缸外表面与钢头夹持框的内侧表面固定连接。
13、优选的,所述步骤一还包括有选取钢坯并切断,对切断的钢坯进行加热,在加热过程中进行表面喷丸处理以去除表面的铁氧化物和氧化皮,然后进行清洗晾干冷却。
14、与现有技术相比,本发明的有益效果是:
15、通过钢头夹持框对钢坯的一端进行夹持后,驱动电机一分别驱动转动杆转动带动上下的半齿轮转动,因为半齿轮为方向相反的半齿,使钢头夹持框在齿条的配合下前后往返移动,在后退时钢头夹持框松开对钢坯的夹持在前进时对钢坯进行夹持,对钢坯产生均匀向前的拉力,使其通过模头进行冷拉成型,解决现有技术缺少对钢提供的持续性拉力导致钢内应力不均匀强度不稳定的问题,可以根据实现对钢冷拉时保证钢经过模头两侧的受到的力稳定增加钢的强度。
技术特征:
1.一种强化冷拉型钢,包括强化冷拉型钢本体(1),其特征在于:所述强化冷拉型钢本体(1)的上表面设置有半圆型凸起,所述强化冷拉型钢本体(1)的下表面设置有与上表面相适配的半圆形凹槽,所述强化冷拉型钢本体(1)的两端侧壁分别开设有斜切槽(11),所述斜切槽(11)的连接处设置有安装凸块(12)。
2.一种如权利要求1所述的一种强化冷拉型钢的制备工艺,其特征在于:包括如下步骤:
3.根据权利要求2所述的一种强化冷拉型钢的制备工艺,其特征在于:所述冷拉模型座(21)的上表面中部设置有与模头(22)相适配的安装卡槽,所述模头(22)的内侧壁滑动安装有半圆垫块(23),所述模头(22)的内侧壁设置有与半圆垫块(23)相适配的滑槽。
4.根据权利要求3所述的一种强化冷拉型钢的制备工艺,其特征在于:所述半圆垫块(23)的外侧设置有快换螺栓(24),所述快换螺栓(24)转动安装在模头(22)的一侧壁,所述半圆垫块(23)的一侧内壁与快换螺栓(24)的外表面螺纹连接。
5.根据权利要求2所述的一种强化冷拉型钢的制备工艺,其特征在于:所述驱动电机一(32)的输出轴分别固定安装有转动杆(33),所述转动杆(33)的一端与拉动导轨框(31)的内侧表面转动连接,所述转动杆(33)的中部固定安装有半齿轮(34)。
6.根据权利要求5所述的一种强化冷拉型钢的制备工艺,其特征在于:所述钢头夹持框(35)的上下表面分别固定安装有齿条(36),所述齿条(36)的表面与半齿轮(34)的表面相互啮合。
7.根据权利要求6所述的一种强化冷拉型钢的制备工艺,其特征在于:所述钢头夹持框(35)的内侧上下端对称设置有双头伸缩杆(351),所述双头伸缩杆(351)之间设置有夹持垫(352),所述夹持垫(352)的气缸外表面与钢头夹持框(35)的内侧表面固定连接。
8.根据权利要求2所述的一种强化冷拉型钢的制备工艺,其特征在于:所述步骤一还包括有选取钢坯并切断,对切断的钢坯进行加热,在加热过程中进行表面喷丸处理以去除表面的铁氧化物和氧化皮,然后进行清洗晾干冷却。
技术总结
本发明公开了一种强化冷拉型钢及其制备工艺,包括强化冷拉型钢本体,其特征在于:所述强化冷拉型钢本体的上表面设置有半圆型凸起,所述强化冷拉型钢本体的下表面设置有与上表面相适配的半圆形凹槽,所述强化冷拉型钢本体的两端侧壁分别开设有斜切槽。有益效果为:驱动电机一分别驱动转动杆转动带动上下的半齿轮转动,使钢头夹持框在齿条的配合下前后往返移动,在后退时钢头夹持框松开对钢坯的夹持在前进时对钢坯进行夹持,对钢坯产生均匀向前的拉力,使其通过模头进行冷拉成型,解决现有技术缺少对钢提供的持续性拉力导致钢内应力不均匀强度不稳定的问题,可以根据实现对钢冷拉时保证钢经过模头两侧的受到的力稳定增加钢的强度。
技术研发人员:许才平,张建平,张浩源,徐勇,许才安,王铭,杨洋,邓军
受保护的技术使用者:建湖县双源冷拉型钢有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!